I’m currently frustrated about my last print results, specially with my new black PLA material.
My first prints with 210 degree print temperature leads to a clogged nozzle. After hopefully cleaning the nozzle
(for PLA not really easy) I reduced the temperature down to 190 degree. But now I got always the
same strange result, like this:
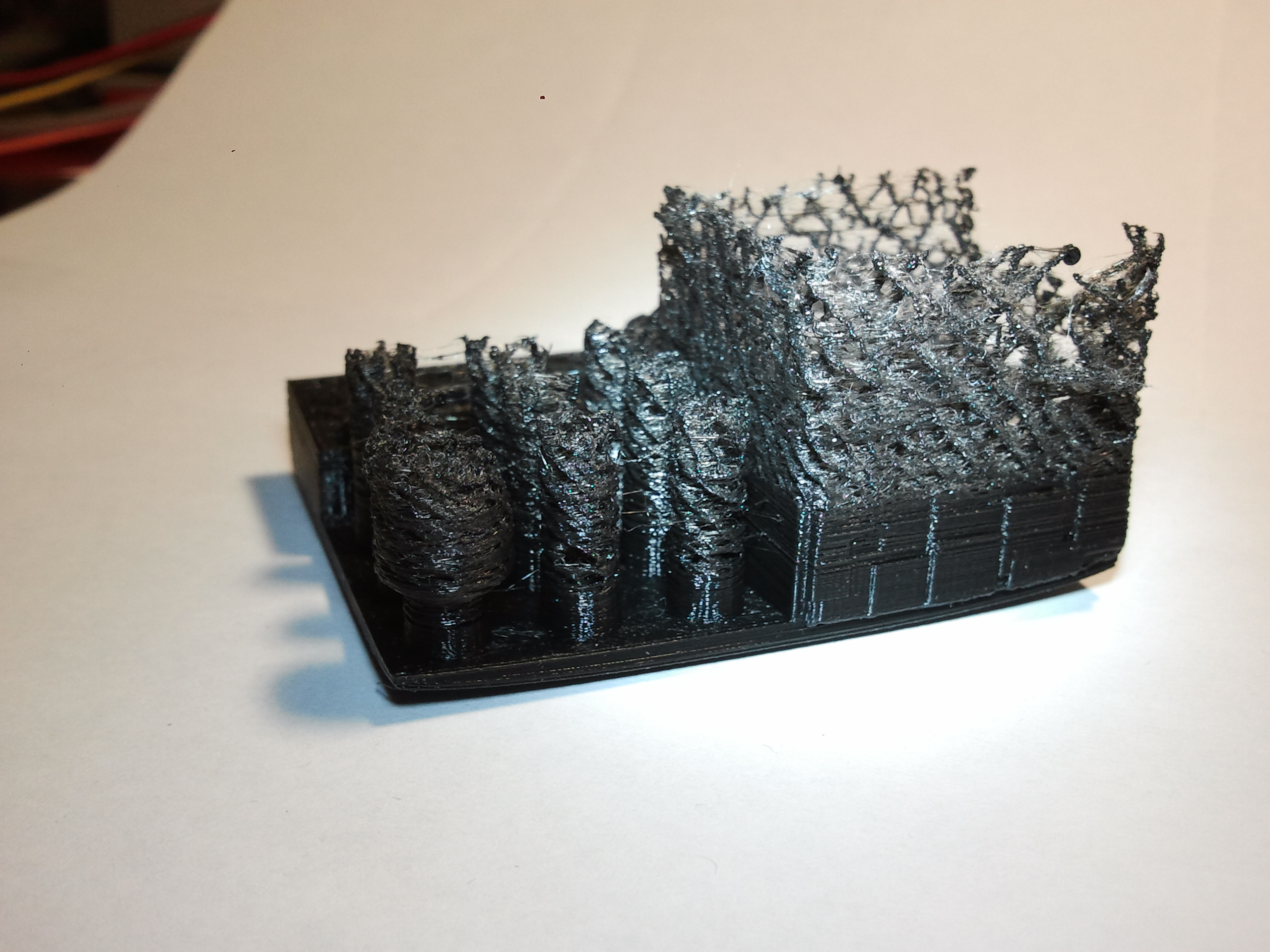
I made several tries but it seems the first layer are good. But at the layers where the print head
has to travel between ‘Islands’ and the filament is moved forward and backward (retraction) the print
looks like cotton (see image). The reason was always a clogged nozzle.
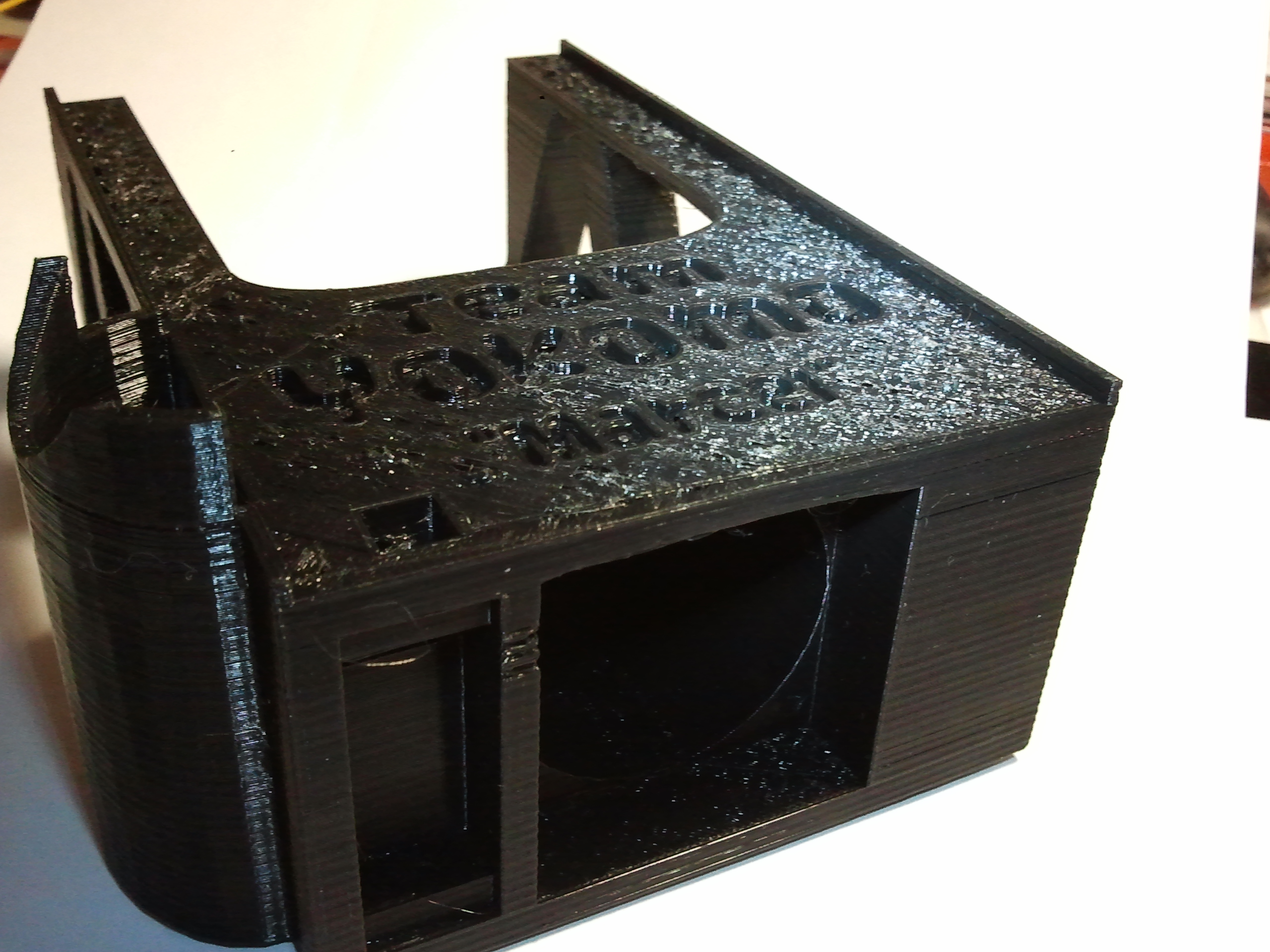
So I switch to an other black PLA material, where I know it had a good quality. But
after a long print (10h) I got the following result ( have a look at the top surface which is very rough!)
This print (@195 Grad) takes over 10h with a good quality and at the last few layers it starts again with a clogged nozzle.
Or is there another reason for such an issue? ( surface quality on lower layers was quit good)?
( printed with layer thickness of 0,2mm, 25% infill, Flow reduced to 75%, Top/bottom layer 0,3mm)
Now I’m interested in your experience:
Could it be that my first black filament had a bad quality in such a case that it clogged always the nozzle because of contamination?
Is black stuff prone for such problems? ( I guess black contains several admixture to get the black color )
If so, could it be that specially in the retraction action the filament scratches inside the nozzle tube and releases dirt
from a prior used (bad) filament ?
It looks like that last part of that print the flow rate was set too low, you can see insufficient filament is coming out.
It might be worth trying to print out something like a flat lego piece which is very quick and watch carefully what happens as it attempts to print the round pieces on top. I’ve had several filaments (PolyWood, PolyPlus translucent) suffer blocked nozzles at that stage as the head moves to one side. This happens on the same settings that worked perfectly for Velleman PLA. The cure is nearly always to increase the flowrate and / or the temperature for that filament.
I’m using 72% flow with my black ABS but there’s no rule. You start with the default values and see what happens. Then you can decrease the flow step by step until your print is perfect.
Never use values without testing. Every brand and every filament is different.
I followed other threads where the default of 80% was wrong. I measured 100mm extruded filament and got 132mm.
So right flow should be approx. 75%.
A too low flow would also not explain why 90% of my print was ok (specially the solid part) and than it starts with a clogged nozzle.
That’s the reason why I think it could be have something to do with contamination located on the nozzles inner surface which is
set free when the filament is pushing forward/backward (filament retraction).
Are you 100% sure it’s PLA? Because your print is heavily warped which is typical for ABS but not for PLA. And the extrusion temperature seems too low (layers not sticking together and nozzle clogging).
[quote=“raby”]Are you 100% sure it’s PLA? Because your print is heavily warped which is typical for ABS but not for PLA. And the extrusion temperature seems too low (layers not sticking together and nozzle clogging).
Contamination? By what?[/quote]
Maybe the filament contains particles because of bad quality. It’s difficult to analyse the quality of filament specially it is black…
So my hope was to see if other users has similar bad experience with black filament.
I’m sure it is PLA because it is labeled as PLA and my lowest print temperature test was at 190 degree, so I guess it should be PLA.
But my first print with this PLA was at 210 degree and it takes no long time and the nozzle was clogged. Maybe this was to high for
this kind of PLA material and there are now scraps inside the tube.
I think the best will be to throw it away and buy a new one from another producer.
i.e. the layer height may be changed depending of screew rotate angle and the clogging will maybe occur when the layer hight is thinnest.[/quote]
That’s a good hint. Will check this when I am back at home.
i.e. the layer height may be changed depending of screew rotate angle and the clogging will maybe occur when the layer hight is thinnest.[/quote]
That’s a good hint. Will check this when I am back at home. :-)[/quote]
I checked it, and yes the threaded rod was moved too deep into the coupler. Thanx for this hint!
But as I removed the threaded rod from the coupler I saw another issue:
When moving the Z-Stage manually up and down it sounds very rough even I made enough oil on it.
There are also some places where the Z-Stage stops short (hanging) and keeps at this position without additional forces!
Is that normal for a linear bearing?
Could it help to dismantle the Z-Stage and put some grease into the linear bearings?
It’s not necessarily the filament that is contaminated. PLA is known for clogging up nozzles. Try ‘seasoning’ the hotend with canola oil. I don’t know if the temp that is set, is the actual temp; (NTC might be off, i don’t have got a working IR gun right now) I’m now down to ~175 degrees on my vertex with PLA for the best results, without the PLA ‘burning’.
For PLA i print this 15x15x80mm 1 perimeter cube with a 3mm skirt to test the temperature of the filament; filament differs from manufacturer to manufacturer, colour to colour.
This is the temperature for the height of this ‘tower’ (m104 sets the temperature of the extruder the number behind S defines the temperature in degree c)
I Think You should (shall) use fine low viscous oil. The small spheres must have possibility to be moved with low forces. Grease will put high friction in the bearings. “Sewing machine” oil is recommended but i Think some very low viscous oil with teflon can be even better.
Well, inspired by the original post, I tried to make the z axis holder in the black Velleman PLA that I have had for some time. This was the first print with this filament - it’s brand new. Been printing with yellow and blue Velleman with no problem.
Guess what - I got exactly the same thing! And something very clearly was going wrong with the printer. The temperature of the head was all over the place, up, down, but always well below the 190 I usually print at.
Chessi - were you printing with Repetier Host or Octoprint, or something else? My piece was sliced using Cura within Repetier Host, then sent to Octoprint and printed. I’m going to try the same piece with the printer directly controlled via Repetier Host tonight on the same settings to see what happens. Very weird, I can’t think what could cause the temperature to go all over the place - it can’t be the filament, surely?!
After tried may things I am a little bit glueless…
The only things I know:
I am sure, the reason is always a little bit (not totally) clogged nozzle.
Why: Always after such issues I put down the Z-plane and produced manually filament out of the nozzle.
There comes out filament but I guess not enough.
You can hear immediately the extruder click noise when the filament jumps back.
In this moment I put carefully a fine metal thread into the nozzle and than: It works again!
It happens suddenly. Yesterday I tried to print a larger object (needs up to 6h) for 5th time.
And also this try results in a half clogged nozzle!
It is hard to see how many material I had to throw away, even the first 10 - 20 mm of object looks
really good and than this…
When looking around in other forums, there are some people said that such issues may have
the reason by small particles in the filament and very often by dirt on the outside of the filament.
For the last reason I put some foam in front of the extrude to clean the filament. I think after
this it was a little bit better, but could be also fortune.
My very last idea is to increase the strengths of the extruder with a rubber band. It’s only a
test, but maybe it helps to prevent the nozzle from clogging…
@biscuitland: I print only with Repetier Host by using the Cura slicer. I don’t believe it has something
to do which slicer you are using.
Try seasoning the head with canola oil. I said this before. Just try it. Print the testcube i attached in my earlier reply and determine at what temp you need to print. Perhaps you are currently burning the PLA in you head, causing the jam.
@chessi - check your heater / thermistor connections! Look at the temperature graph as you print - do you see a lot of variability? Does the LED go off sometimes? This is a deceptive error - it only needs to happen once and you’ll get weird results, clogged or semi-clogged nozzles.
It started happening on my head after a long print, and once I realised it was having this problem (after help from the forum) I checked the wires and redid the print and it worked perfectly.
Redo your print, when it starts to happen again have a look at the temperature graphs. As I say, the connection just needs to be a little loose for the temperature to become erratic and it will wreck any print with any filament.
I made your testcube for my PLA. The idea is really fantastic and I measured a good temperature for my PLA at 195 degree, which was use by last prints.
But even the temperature was low I got a clogged nozzle.
O.k. so I’m ready to try your hint with canola oil. Could you please tell me how to apply the oil inside the nozzle? It sounds a little bit crazy for me
to put oil there, but when it helps… .
Are there any experience how often the oil must be refreshed?
Just apply it onto the filament that you feed into the bowden. I’ve printed about 1kg now and just applied it again.
You did try some other filament?
And make sure that the teflon tubing inside the hotend is accurate in both length and straight cut. The bowden itself is free from nicks/dents? And the hobbed gear on the extruder stepper is also perfectly alligned?
There are only a few possible causes why its acting like it is.
If the steps above are okay, you could try a ‘cold pull’. Remove the bowdentube and heat up the nozzle to the right temp. Google for cold pull hotend. I must say, when putting the hotend together I noticed som chips of brass in the nozzle.
Another thing that might be wrong; the current setting on the 8825 stepperdriver, or the 100k ntc monitoring temp in the hotend…
If all had been checked, you van always rebuild the hotend.



{kind=link}