Howdy!
Long time lurker, seldom time poster (here anyways)
I have used many kinds of ‘rapid prototype’ machines etc over the years, but the k8200 has a special place all its own.
The ergonomics, the ability to have an aftermarket CNC or lazeretcher (yup, lazer cutter through most materials via bluray or lazer diode upto 3mm thick - thanks Asia and Russia), so as to make your own photoetch or “slot n tab” model parts is awesome.
Someone needs to: a) make those more readily available: b) make quick-swapout connections for |extruder| > |lazercutter| > |extruder/CNC| workflows hehehe, etc…

Above: Helping locals from the 3D print club explore geometry, in this case - a tesseract (printed with 35% infill).
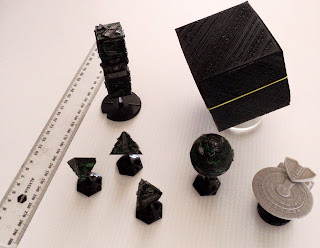
Above: An array of geometries, to help inspire some at the 3D club or LGS to keep at it. The tetrahedrons were popular - it was great to hand a few out and encourage people to find ways to make their own (be that a pepakura/papercraft, etc).

Above: A different perspective on a more complete tesseract, and a local who became ensnared in a Nexus - the k8200 is great for making ‘decoupage shapes’ - all the world is “legos”, if you have ‘lego vision’.

Above: Tetrahedral Polychora! These can be printed in a variety of infill, or high detail or basic detail. Measuring at 47mm (its near equilateral), it only took ~7mins to print low res, and 1,3hrs for ‘highres’ at a larger 68mm per edge - Perfect for public demonstrations. These have been ‘enhanced’ with paint, and some photoetch parts, and some twisttie packaging etc —
STLs are available upon request for those who’d like to experiment.

Above: a rhomboid shape requested for the local 3D club - the trick to getting this thing to print inside of a lifetime, is to break the shape into 7 parts, and make it mostly hollow = ) less than 1hour for components, 8mins assembly time. Enhancements are fun - and can be printed additionally as a sprue, or used via decoupage of photoetch and plastruct etc.
I digress,
I have a few questions that I thought some of the wiser out there might be able to brainstorm on;
I have problems printing smoother finished conic segments, cubes and diamonds with multiple voids, and 127-cells (assorted 5D polychora),
the printer was professionally assembled and verified by 2 3rdparties, so the problem may be more software based?
I see some locals who claim no post work was involved, who make very smooth curved inhome-extruder surfaces from alibaba 3D extruder, and if I’m honest, I am jealous, and know the k8200 has more potential (as the fault must be ‘operator errors’).
I have heard, the idea is not only to make the hotend 0.5mm, and to make layer height between: 0.01 - 0.1mm, but also, adjust movement speeds to lower, to adjust flow and cooling rate, and some suggest a polisher for the PLA.
Also, I have problems printing reliably objects larger than 45mm^3 in timespans of less than 12hours (even after breaking said components down into, say, 6 x 3mm thick, 180mmx180mm faces…).
Is the problem more to do with the size of the mesh (100-poly, only 3mm thick), and configurations?
or, is it slic3r/skeinforge? are there some recommended alternative?
The same meshes I use with the k8200, i have less problem elsewhere, work well with the Form+1, or industrial Xerox - taking 45mins at 45% fill to make the 1:1 187mm^3 (that’s 7,5mins per face, though all at once - or 3mins:45secs per individual face if printed separately)
Thanks!