Does anybody knows how to calculate the shrinking? I had a part from thingiverse.com (Z-Axis stabilization) where later a ball bearing should be placed. The hole should be 22mm, but it was only 21.6mm.
It is not shrinking, try to make a design with a hole of 22.4mm the bearing will fit.
The designer said, that a ball bearing “608” is used, so it is a norm part with 8mm inside diameter, 22mm outer diameter and 7mm wide.
So, I have no reason to change his design. It was designed to fit. Also it makes not sense if just one detail of the design is changed and ther rest is also too little. Yes, I am still thinking, it has shrinked. The only thing I could change would be to print it bigger in the ratio 1,0185, so a 21,6mm hole would be nearly 22,00mm.
I think, the formula should be this way: Dimension (actual state) devided through Dimension (target state) = Ratio of shrinked part (0,…)
If you devide now 1 through the Ratio, you get a number above 1.
I am not a mathematics professor, but this should be correct, I think.
Unfortunately I can’t locate my file for calculating shrinkage of PLA and ABS based on their relative coefficients of expansion. However, based on the temperatures I use it the coefficients would predict a shrinkage of 1.62% for PLA and 1.48% for ABS.
You might find this site relevant innovationstation.utexas.edu/tip-design
which suggest that the formulae for vertical and horizontally printed holes is as follows:
y = 1.0155x + 0.2795 vertical holes
y = 0.9927x + 0.3602 horizontal holes
I would say ,ITS not schrink … if it had been ,then the hole would have become bigger… also when I print, my outside measures is perfect. but I have to add 0,3 mm to RADIUS of a hole ,to get it big enough… I have been told ,that it has to do how the program work and if it had been made ,so the holes would be correct ,then somthing else had become a problem
alex
I would say ,ITS not schrink … [/quote]
The extrusion width have very little to do with shrinking, it is about filament flow.
… I have been told ,that it has to do how the program work and if it had been made ,so the holes would be correct ,then somthing else had become a problem
[/quote]
I that is the case It sounds more like a lazy programmer, NC-milling machines have handled tool width for many decades.Somehow I don’t believe in that story, a slicer with a fundamental flaw like that would be abandon fast.[/quote]
its not a fault in the machine or program .
Imagine that a CNC with a mill make a round piece , then the mill will be on the outside of the piece. The path for the mill,bit will be small straigt segments, and imagine the machine was very coarse, so the path consisted of just 6 small pieces, that would look like a nut . Then to make it as well as possible ,there would be material left ,that made the piece a bit to big, there would be small parts left outside the ideal circle.
If you had to mill a hole, then the path for the mill would be inside the circle, and then there would also be a small amount left ,so that the hole would be a bit smaller than the ideal circle… If it was a agreement between the users that this was the way to do it, then you would always have a hole that is a bit smaller than you thought . ok But you can compensate for it.
If they had chosen another standard ,then there would ,I think ,have been other problems .
hope I have explained ,so its to understand …
alex
If the printer make an extruded filament of say 0,3 mm width .
If the program is made to follow the drawing lines, then the outside measures would be 0,3 mm bigger than the drawing. A hole would also be 0,3 mm smaller .
Maybe the program is made this way, and then it is not possible to make the part just as the drawing, and the constructor would have to enlarge the hole in his drawing.
The program could have taken into acount that the filament do have a width and compensate for hole diameter ,but then I think; there would have been other problems.
and with the milling, the steps are much finer it was just to demonstrate the problem I said it was just 6 line segments .
alex
TL;DR: Easiest solution seems to be just to make holes bigger by 0.2 to 0.4 mm and live with that. There’s nothing wrong with it.
Holes being too small is a common problem and may be (or is) a combination of several things. One important factor is how curves are approximated in the STL file. Mind you, when you’r using your usual CAD/CAM/CNC workshop, you are working with solid models but here you are dealing with triangels and verticles. I’ve printed several “calibration cubes” where each side is within of 0.1mm tolerance yet still get too small holes.
Few articles are trying to explain the issue and instead of copying the text here I’m just listing here links to them as a reference and for your convenience:
[ul]Slic3r Manual - Dimension Errors
A Guide to Creating Good STL Files by PADT
HydraRaptor blog post about Polyholes
Skeinforge Stretch -plugin (even this plugin states to only “partially compensate” the problem)[/ul]
Well, I think that there is something wrong with the dimensions that comes out of this printer. And not because of the STL file or software.
I have been printing parts on the Vertex for a Mini Kossel. One part that came out in a smaller size was this: Motion carriage for Mini Kossel .
Usually the part should take twenty Delrin balls, but when printed on the Vertex it only fits 19 with some space to spare, but not enough for the last (twentieth) Delrin ball.
I have printed this part (same STL file) on my Prusa i3 and afterwards on my assembled Mini Kossel, both printed a perfect sized motion carriage which could fit twenty Delrin balls.
I have tried with Slic3r, Cura and Repetier ( also Cura, I know  ) , all delivered smaller versions on the Vertex but not on the other printers.
) , all delivered smaller versions on the Vertex but not on the other printers.
I will try, when I have the time, to fit a Smoothieboard on the Vertex to see if it’s firmware related maybe.
edit: Typo
I’m having the same problem with my K8400.
Holes too small, I’ve tried many things but nothing seems to help.
Does anyone have an idea what could cause this?
Or what you need to change on a printer that is printing correct holes to make them too small? (This just to try to understand what the problem is with my Velleman printer)
Thanks
Jan
If I’m printing with PLA, I scale my prints up by 1.5% to account for shrinkage, e.g. in RH that’s 1.015. It’s a quick and dirty rule of thumb that works for me.
This gives me pretty accurate holes, roughly to about 0.1mm tolerance I guess for small holes. Not tried anything over 8mm so far though.
[quote=“biscuitlad”]I scale my prints up by 1.5% to account for shrinkage, e.g. in RH that’s 1.015. It’s a quick and dirty rule of thumb that works for me.[/quote]It’s a good rule indeed. Only problem is you never know if the designer did upscale the hole or not.
The bigger the hole the more accurate it is.
[quote=“raby”][quote=“biscuitlad”]I scale my prints up by 1.5% to account for shrinkage, e.g. in RH that’s 1.015. It’s a quick and dirty rule of thumb that works for me.[/quote]It’s a good rule indeed. Only problem is you never know if the designer did upscale the hole or not.
[/quote]
Well that’s true, but for myself I design to measure, then scale up at printing as you may not know during the design what filament you’ll be using. As all the filaments vary with respect to shrinkage, it’s best to leave that to the person printing.
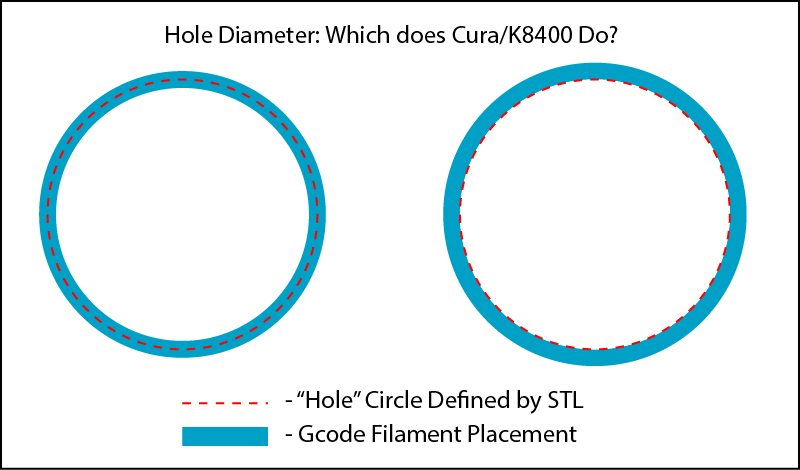
I have had similar problems in small parts fitting together. I always assumed it was because holes/sockets were handled like the left side of this diagram, meaning the actual hole would be smaller by 1 width of a printed line due to one-half of the line’s width extending into the circle boundary all the way around.