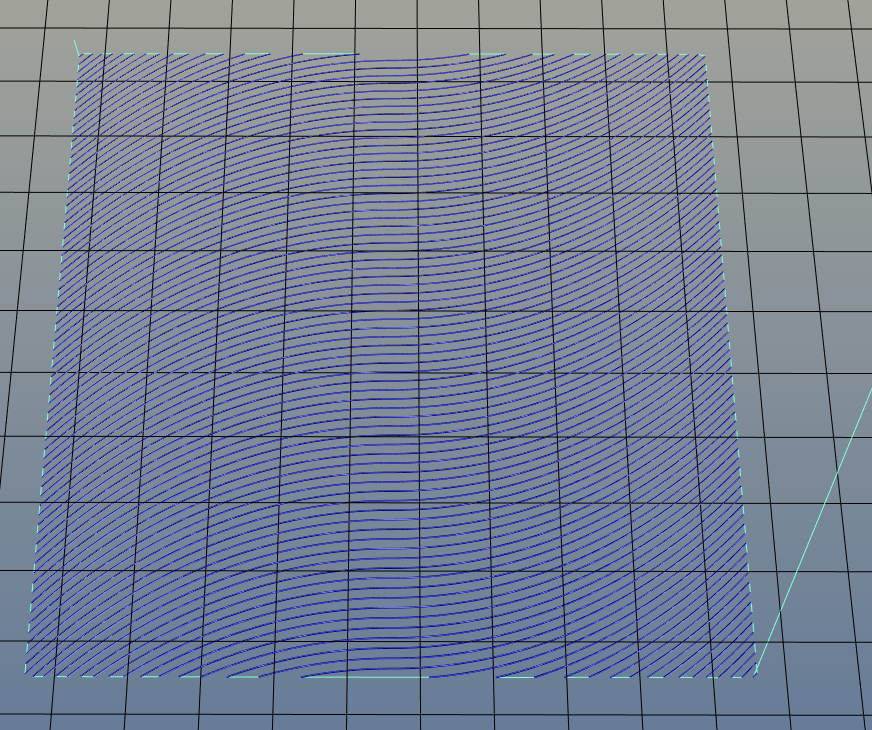
When your .stl file is sliced, the lines in your design are represented by a number of 0.35mm print lines. If parallel 0.35 lines do not touch reach other, there may be a calibration problem. This is usually seen in the first layer or 2 of a solid-bottom print, and are controlled by % flow and the nozzle gap when you level the bed. Assuming these are OK, the hot end trajectories are calculated by the slicer based on your infill parameters. Did you re-write the slicer for this? Looks nice, but without cross-linking the infill lines, this cannot be strong.
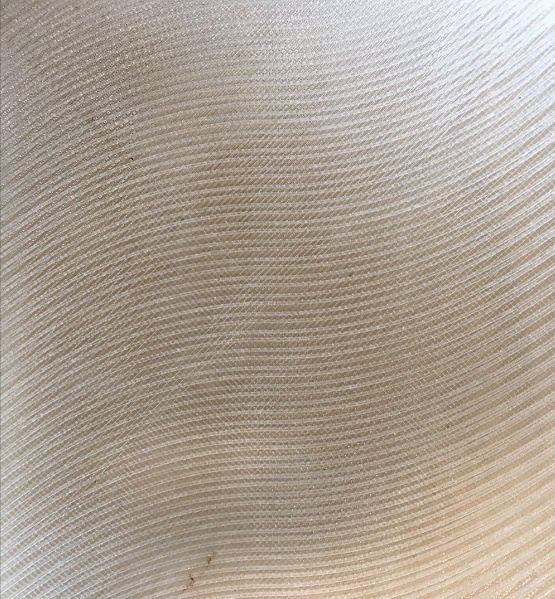
Thank you for your reply. The lines are designed not touching each other intendedly. The gap between the distance between two lines on the side was set to be 1mm. But it came out two lines are almost touching each other, while the distance of other two lines is more than 1mm. It feels like the ho-tend did not move to the absolute position on the edges.
The solid bottom print looks alright to me. I assume the print bed is leveled. Can it be caused by the loose belt or something?
I did not reprogram the slice algorithm. I generated the Gcode with hotend positions and the extruder value. Yes, it would be strong like this, but it is for a special application.
Looks like a calibration problem. Try to print two circle lines with a little distance. If that’s ok, nicely round and precise distance, i think you eliminated the question of calibration.
You seem to be right. I printed some circles and the infill didn’t touch the perimeter on both ends. I tried to loose the belts and tightened them again, but it didn’t improve much. Any other tips?
Hey, I just re-read this and thought of something else that might be happening. Are the lines laid down in opposite directions? Maybe the nozzle tip got dented a bit and the filament comes out at an angle. When moving at an angle towards the dent the line may get pushed to one side and when moving away from the dent it’s more of a pull and it’s not displaced. If when loading filament it tends to curl as it first comes out, that may be the issue. Maybe try filing lightly the tip to be more flat. If that does not improve it, the tip may have to be replaced.