Dear community,
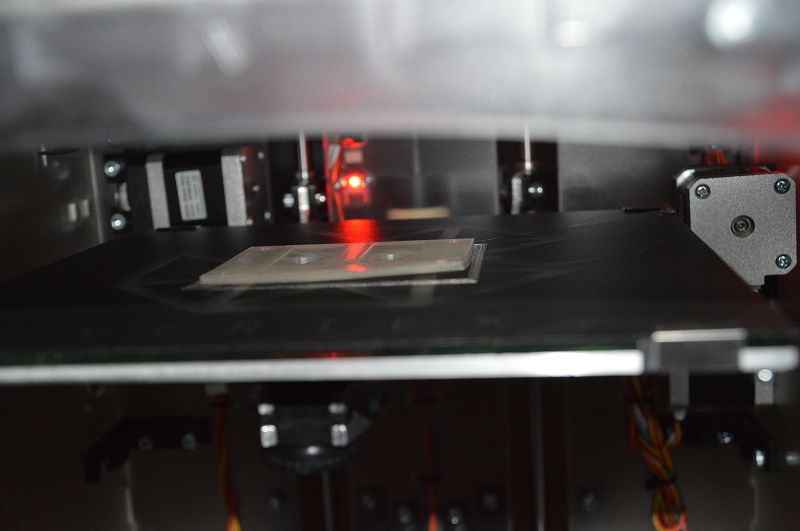
i have a problem “while printing”. after 7-8 layers, the right corners lift up as you can see on the picture. any solution?
regards
pepe

Dear community,
i have a problem “while printing”. after 7-8 layers, the right corners lift up as you can see on the picture. any solution?
regards
pepe
Hi
Your printing probably too far from the bed.
You can also add an brim which should prevent warping. You can configure that in repetier.
Best Regards
VEL337
In addition to VEL337s comment
Environment is everything to these machines.
Make sure the room temp is not to cold.
Just for my curiosity: did you print on the glass or on the Build-Tak foil?
I have always used the Buildtak
Printing on glass without a heated bed is difficult at best.
I have been thinking about trying that blue painters tape.
After a summerbrake i started to print new elements and i have still the same same problem!
have any one a idea to solve that problem?!
regards,
pepe
Dear Pepe,
the only solution would be a heated bed.
I have tried several approaches for the proper selection of the print surface. I’m actually printing on the BuildTak foils or on a polyimide foil (e.g. Kapton), depending on the materials I use (using both side of the glass plate). Using the same material the adhesion on the printer plate can be different. I tried some times ago to print an area of 5 *12 cm² and got a lift-off. On the polyimide foil all edges got up, on the Build-Tak only one edge came up, but I was not able to remove this part without damage because in the center of the part it was sticking too much.
So my conclusion is: you can print small parts up to approx. 5cm*5cm without major problems like edge lift off. For larger areas the internal stress will become too high, so the warping/lift off will occur. This is just a rule of thumb: for softer materials the area can be larger, for more stiffer materials you are more critical.
The effect of the heat bed is to maintain a large amount of the material near the heat bed junction at a temperature above the glassification point to allow the relaxation of this internal stress.
So for me one of the next tasks will be to implement a heated bed. Marlark has offered some times ago a custom size heat bed http://forum.velleman.eu/viewtopic.php?f=64&t=14714&hilit=heat+bed, but it seems it is sold out. So I don’t know how to continue on this topic yet. For me a heatbed must replace the glass plate and shall allow the usage of both sides since I will maintain my approach of using two different print surfaces. I would be happy to find an easy solution.
And if you find a trick or any idea to overcome the described weakness please let me know.
THX for reply. Good to now, that i´am not alone 
I spoke at the moment with a specialist for 3D - Printing. He said me two possible solutions. One solution with another BuildTak (which i try fist) and another solution with a heat bed.
I give you a feedback over my first try.
regards,
pepe
My experience for PLA without heatbed:
Use 3DLAC on the glass plate. Very secure space between glass and nozzle. If printing with layer height 0.2, make a distance of hardly 0.2. Use a feeler gauge and be sure the steel blade is rather tight between nozzle and glass. Print a first layer at 0.25 height and 110% width. Be sure that the infill of the first layer is nicely closed, I mean without gaps.
But in my opinion the filament quality is also of influence. You can try a little more temperature too. Using quality filament, I sometimes have to knock the print from the glass plate.
Good luck
After lots of tests, I settled on a heated bed and painter’s tape on the glass.
Buildtak is good but complicated to replace.
The glass does not transmit heath very well but guarantees that your surface is perfectly leveled.
Most important is what others said : keep the nozzle close to the printbed 0,2mm or so.
After seveal test´s, i fixed the problem. My Solution is:
I use the buildtak surface but then use “cube glue” its designed to be tacky but thin and at the end washes off the bed with hot water leaving no residue, and that stopped the lift up for me, I also added a door onto the front to stop any drafts onto the bed from doors being opened or people walking past.
Hi
I use the PLA from Velleman. Now still without heating bed, is coming.
What I am doing now to prevent it from coming loose:
Room temperature = 25 °c, Degreasing the bed.
Preheat the bed with a warm air blower. Up to now, good result.
Size of my pieces Ø: 120 x 50 mm! Difficult to get off!!!
regards
Ik heb een davinci 3 d printer met een vergelijkbaar probleem wat ik op de volgende wijze al behoorlijk lang toe pas ik heb een onverwarmd print bed de printer staat wel op kamer temperatuur en ik heb de juiste folie geplakt waar ik al heel lang gebruik van maak 1/2 jaar ik maak voor dat ik ga printen het folie schoon cq vetvrij met nagellak remover zomaar een beetje op een zachte doek en print dan mijn werkstuk wat ik als het klaar is met een zelf gemaakt teflon hamertje los tik echt super, schilders tape heb ik ook geprobeerd trouwens tal van aangehoorde oplossingen ,deze werkt voor mij het beste ik doe er al een dik half jaar met dezelfde printerbedtape