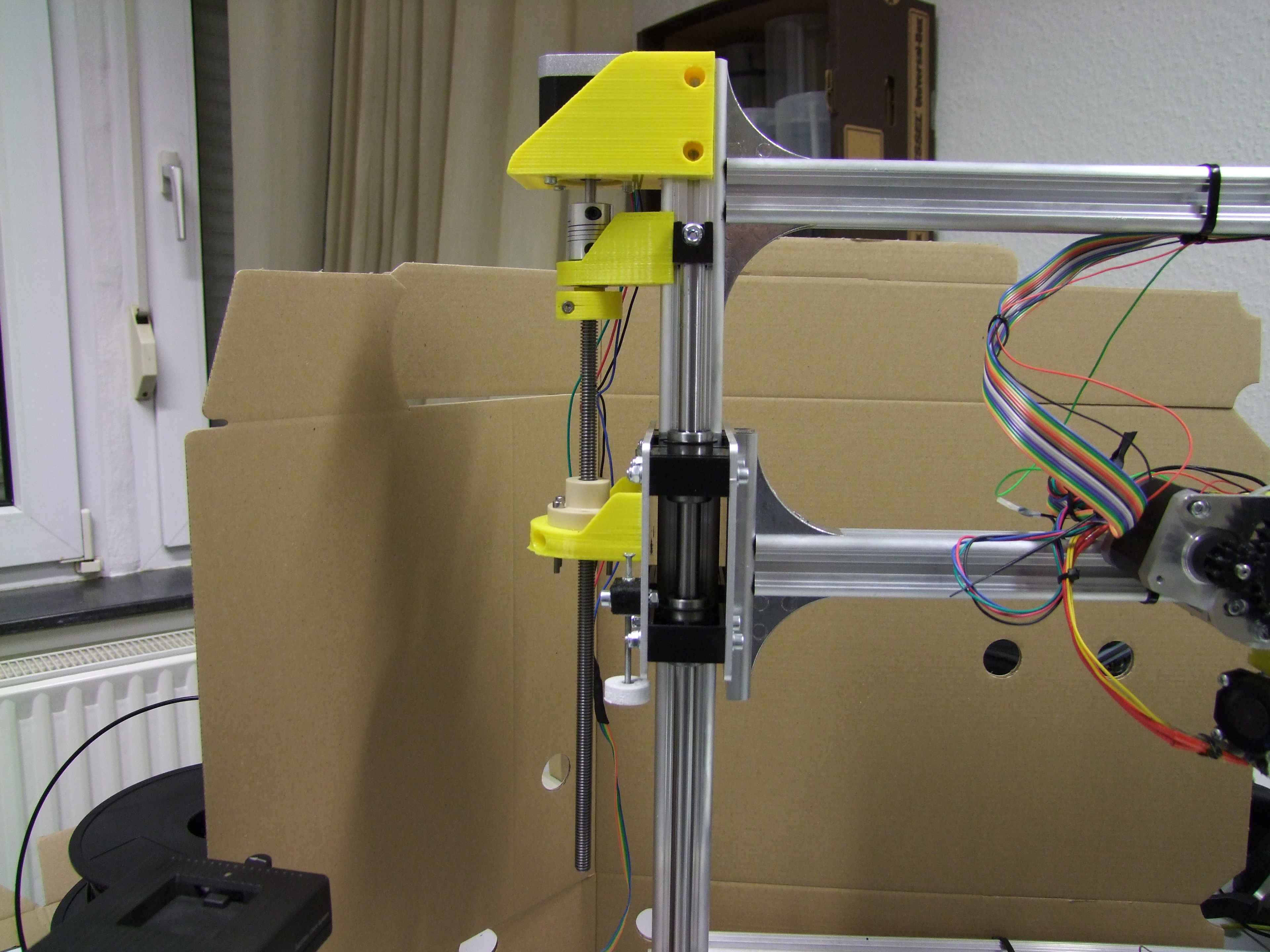
My hanging Z axis mod for the K8204 leadscrew kit is ready!
I made the axis hanging for better stability.
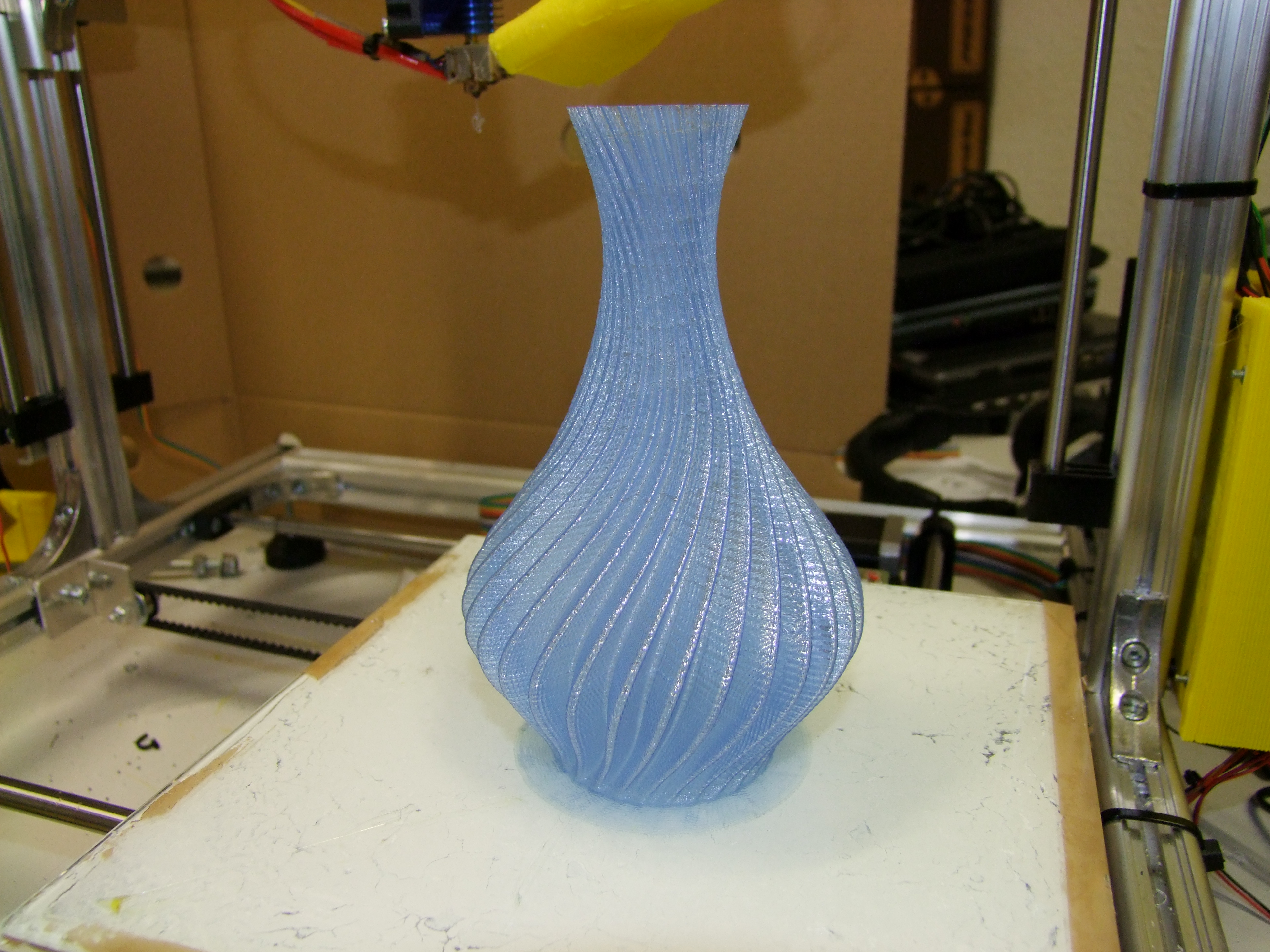
Z Backlash is now near zero.
Wobble or resulting repeating patterns in Layers completely gone.
Runs very smooth and with quite low torque.
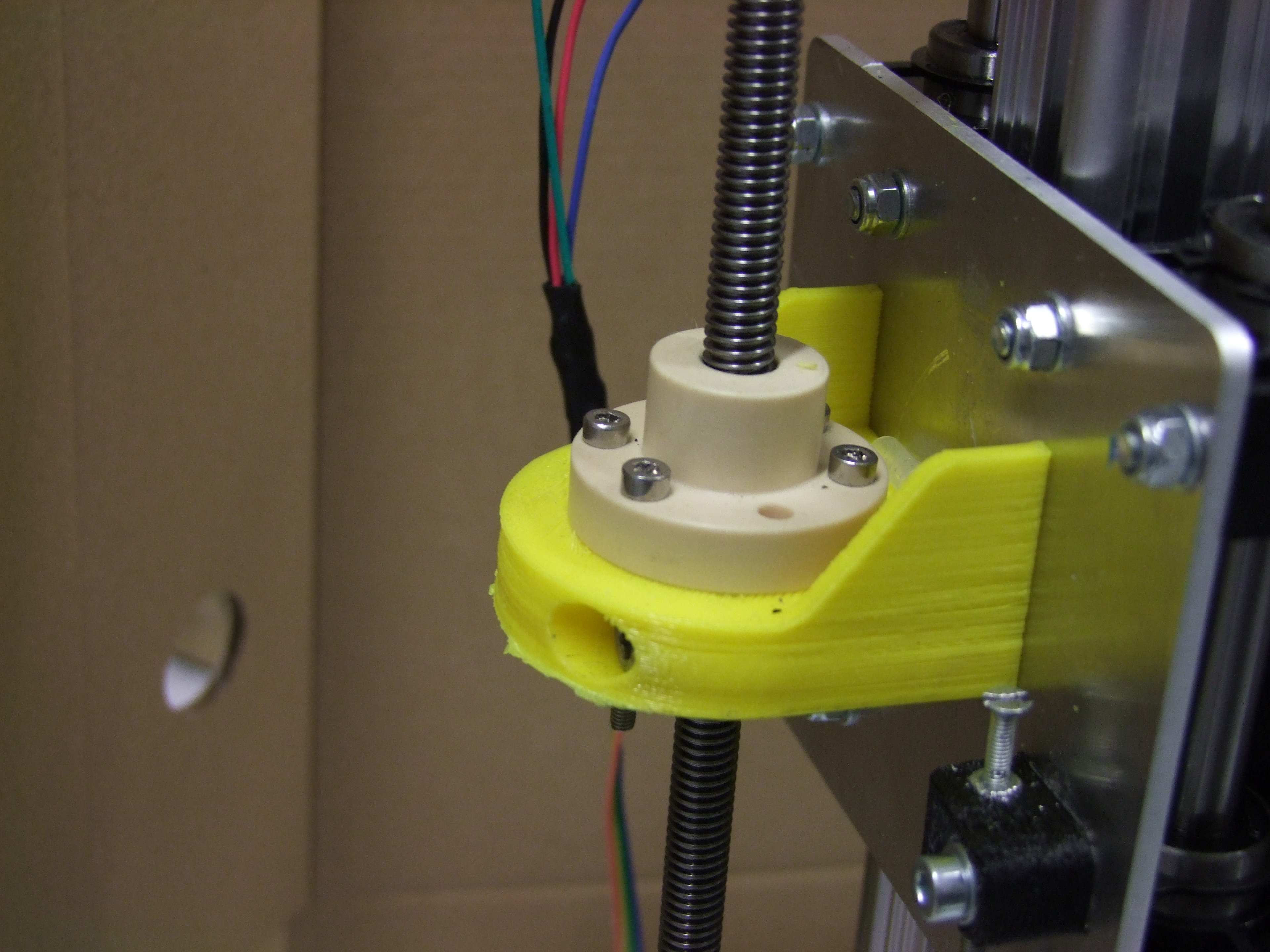
Follower nut mount and motor mount are adjustable to allow the leadscrew to align with the fixed ball bearing.
The ball bearing is the one that originally came with the printer. (upper z axis mount)
Mounting screws for follower nut mount and ball bearing holder are the original ones too.
Only additional parts needed (aside from the printed mounts are 2 M3X8mm screws
for mounting the motor (2 can be reused from original motor mount)
1 M3x16mm screw and one 3mm nut for the counter “nut”.
The motor mount sits quite good on the aluminum extrusion, so i decided to leave it unbolted.
(although holes for mounting bolts are in the part)
Sliced with cura engine, spiral vase, 0.2mm layer height, 0.4mm walls, 0,4mm nozzle, clear blue PLA
(note that the spiraling vertical pattern is caused by the slicer, not by z wobble as i thought too at first)
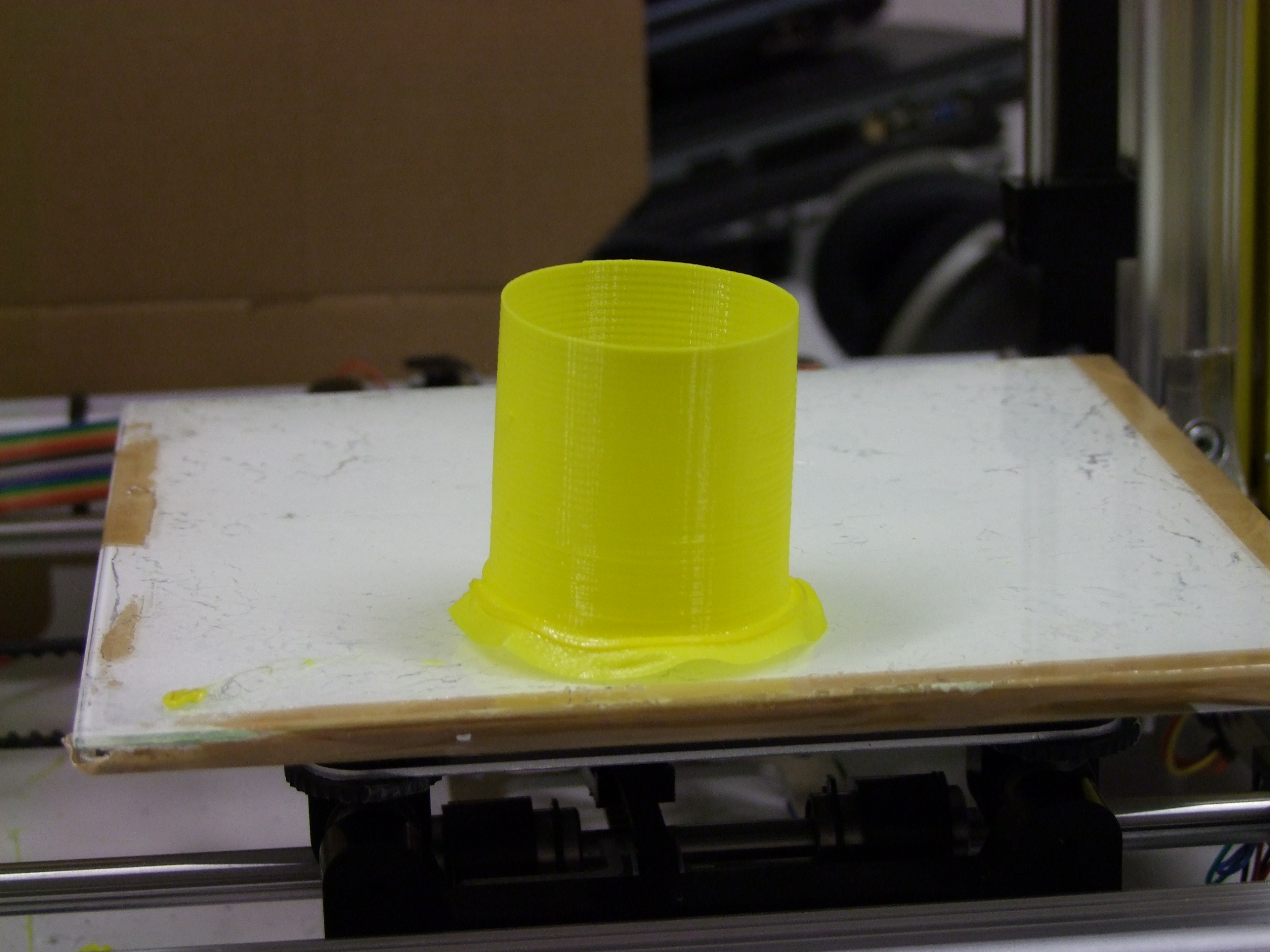
Hollow cylinder, spiral vase, 0.4mm walls, 0.2mm layers, Slic3r
The artefacts on the right and left are due to the pulleys, clearly visible now.
Before the leadscrew upgrade they weren’t noticable though
I received my Z rod (K8204) yesterday. I’ve mounted it as in the instructions, but made sure that the rod rests on the motor axle and the weight is not on the flex coupler.
For that I placed a steel ball from a defective ball bearing on the motor axle and lowered the rod onto that ball.
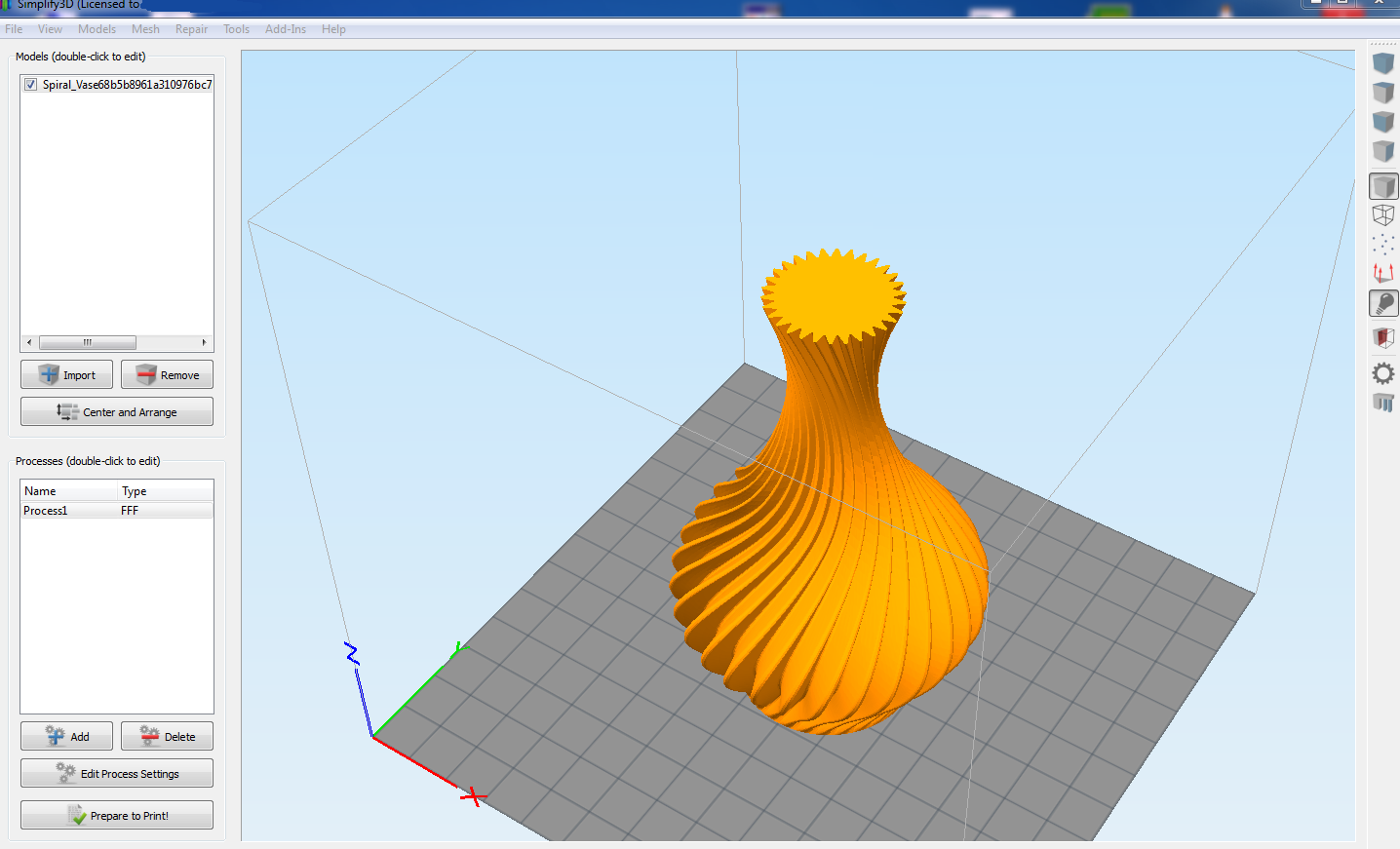
After that I tried to print the same vase as you (ichbinsnur) did using Cura (as usual):
Cura made a complete mess of it (or rather, I made a complete mess with the settings!).
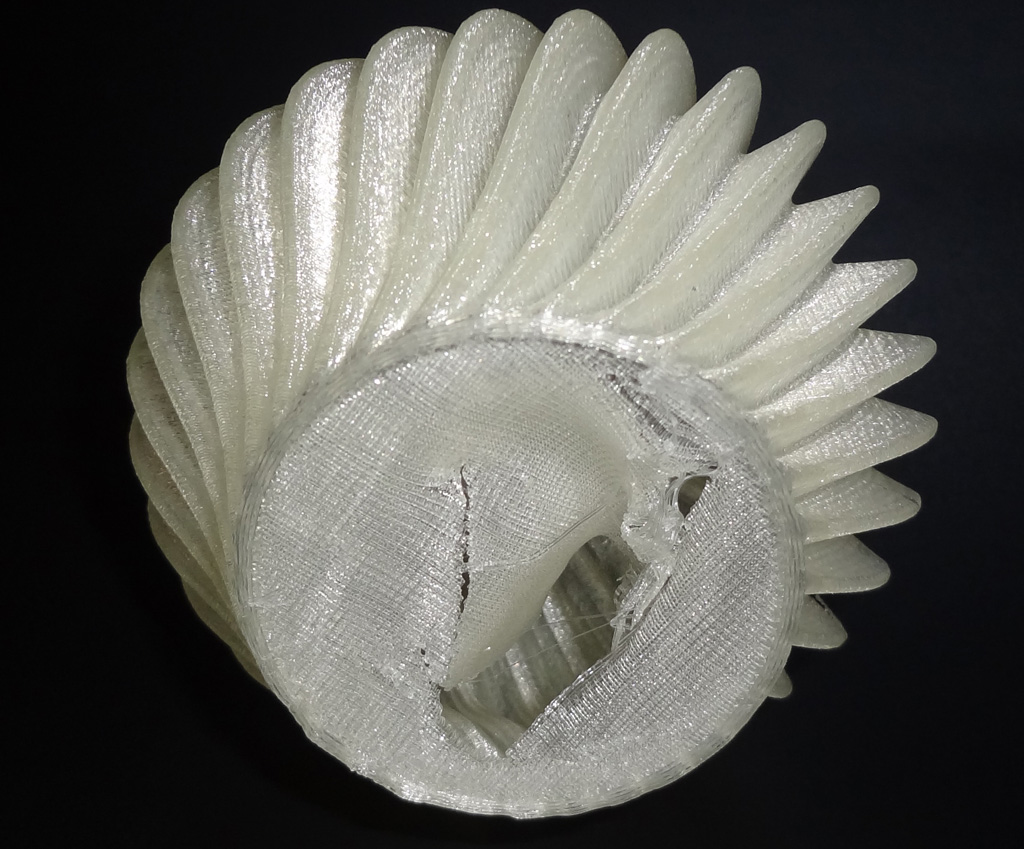
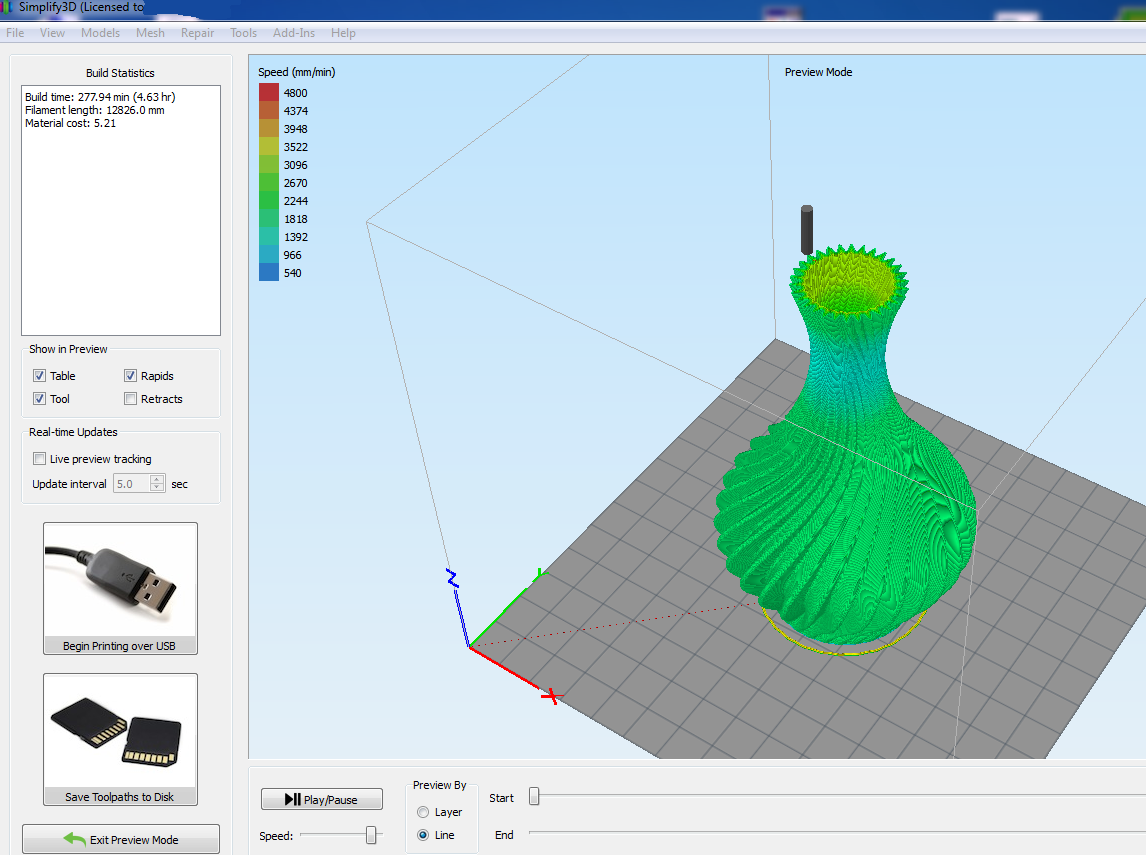
However, I tried it again with Simplify3D and the result is excellant:
Unfortunately I couldn’t remove the vase from the BuildTak sheet without braking it.
PLA sticks like hell on the BuildTak sheet:
I had to heat the bed to 80° to get a sharp knife under the vase.
60° would probably have been better
Quite nice print though!
Did you use the Velleman hotend?
Cura engine is known to have problems with slicing spiral vase things.
I had to fiddle a bit and found out it only works if the outer perimeter is not wider than the nozzle diameter
and the wall thickness is set to nozzle diameter in the cura settings.
Yes, the print looks really good (in fact much better than on the photo).
I use a E3D hotend (v5 I think) with the standard 0.4mm nozzle.
Layer hight was 0.21mm for the vase.
I didn’t feel like fiddeling about with the Cura settings, so I just switched to Simplify3D, allthough Cura is my prefered slicer and I print approx. 90% with Cura without any issues.
But thanks for the info, I might try it next time with Cura.
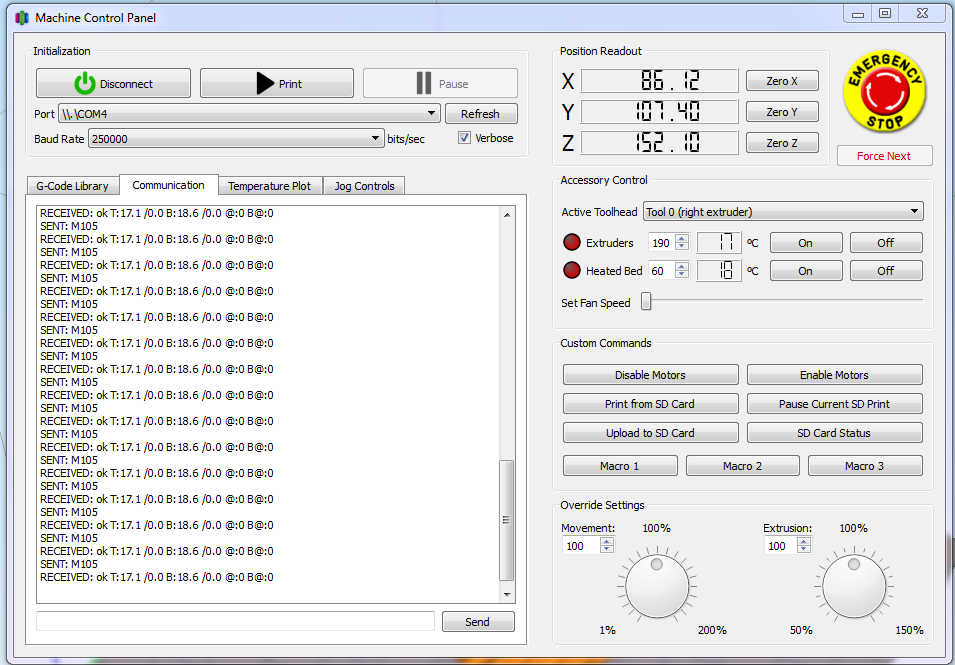
However, Simplify3D is nice and has a good control panel for the machine. I guess it has much potential to become even better.
Slicing is super-fast.
The last update has improved the quality of the prints quite a bit.
Regarding trial versions:
I believe you can ask for such. These people are very kind to help with any requests.
For me this sw is a gain for the K8200, allthough there is (or was at the time) no pre-defined config for the K8200 (might come in the future).
Changelog V2.2:
Version 2.2
Added direct USB support for XYZprinting Da Vinci printers
Added direct USB support for MakerBot 5th Generation printers
Improved slicing to avoid gaps between thin walls
Added option to specify infill extrusion width for stronger interior structures
Added the ability to choose which extruder is used for the raft, skirt, and brim
Added the ability to create dense support layers at the surface of the part, saving time and material
Added option to use larger extrusion widths on the first layer for better adhesion
Improved optimizations for perimeter printing order
Improved interaction of rafts, skirts, and support structures for multi-process builds
Added the ability to set a larger tool change retraction that can help prevent oozing with multiple extruders
Added option for mm/s speed display units
Added the ability to modify the top and bottom outer solid layer speed to improve surface finish
Added build statistics for part weight
Added options to change the grid spacing on the build table to a distance of your choosing
Added option to hide coordinate axes
Improved support for a wider range of OBJ file formats
Bridging extrusion multiplier can now be greater than 100% for thin layer height prints
All G0 commands have been replaced with G1 for better cross compatibility
Added preconfigured profiles for XYZprinting Da Vinci 1.0/2.0, MakerBot Replicator Mini/5th Gen/Z18, FlashForge Dreamer, re:3D Gigabot, PowerSpec 3D X/Pro, and IonCore Zinter Pro
Did you rewire the motor to get it to spin the opposite way.
I really like the vase.[/quote]
Nope!
I just reversed the z motor direction in configuration_h of marlin and reflashed the firmware.
That way it came handy that i didn’t cut the motor wires short (as the instruction says) when building the printer.
I had to do no rewiring to test.
Anyway i will rewire the motor some time to get a nicer cable routing (closer to frame) for preventing it to
curl around the leadscrew or something.
btw. Does anyone know if private messaging or email between users is possible on this board?