My first suspect is that after ‘ironing’ part of the last ‘good’ layer, the non-ironed surface cools off too much for the next layer to ’stick’. But then, if this IS the actual cause, I wonder:
why is ironing being allowed for non-bottom and non-top surfaces?
why does this happen after ironing the first layer?
what could I do about it
That said, maybe I should rethink for an entirely other cause for this to happen.
Any help or suggestion towards resolving this is highly appreciated.
Slicer: Ultimaker Cura 4.8.0 on Mac OSX 11.1 (Big Sur)
Printer: Vertex K8800
Material: PLA (Velleman)
Temp: 195C
Layer height: 0,1mm
Ironing: on
Ironing pattern: Concentric
Ironing line spacing: 0,1 mm (default)
Ironing inset: 0,0825 mm (default)
Ironing speed: 23,3333 (default)
Print speed: 35 mm
Print cooling: enable with fan at 40%
Support structures on ‘everywhere’, overhang at 40 degrees
Do you have this issue for just this 3D model?
Or do You also have this problem with other 3D models also?
I think 3 possible problems.
Before starting the print job, make sure the BUILDTAK is well degreased.
You can use isopropyl alcohol for this. EWENT EM5613 - ISOPROPYL ALCOHOL SPRAY - 200 TIP: Lightly sanding the BUILDTAK with sand paper also helps for good adhesion of the 1st layer.
Print temperature not set high enough. It’s now at 195 °C as shown in Your settings. The print
temperature is standard for PLA normal at VERTEX DELTA 200 °C (set between 200 °C - 210 °C)
depending on ambient temperature. Keep the average print temperature around +/- 200 °C.
Under extrusion.
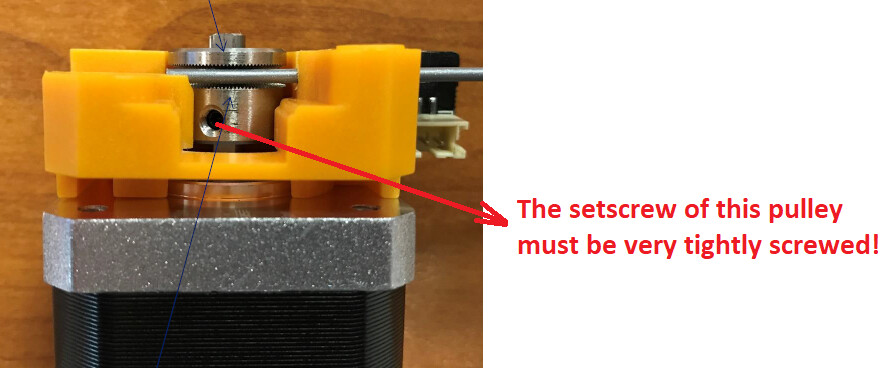
Check to make sure the extruder pulley set screw is tight. If the pulley or set screw is loose, there
are losing steps when extruding filament. And You will not have a constant flow. So that the layers
will not adhere well to each other.
Before reprinting this 3D model I would check the following:
Check if extruder pulley is securely attached to stepper motor (set screw).
Degrease the print bed (use Isopropyl Alcohol).
Re-calibrate the printer.
Set print temperature to 200 °C.
Hope to have informed You sufficiently, and that the problem is solved.
Thanks for the response and suggestions.
Just one question to make sure I understand correctly: Is the “extruder pulley set screw” the one that should be ‘almost loose’ according to installation instructions. I have it rather losse, so the spring can do its work without issue. But from what you write here, I understand that it may be more sensitive and should be tighter. Is that correct or should I consider another screw?
Regarding your other suggestions:
The buildtak is regularly cleaned as suggested and did not give any issues. The model was very well connected (even hard to get off). The temperature was lowered a bit to prevent ‘oosing’ from the nozzle, will correct as suggested though.
Thanks for the support and suggestions. Took the extruder apart to check the setscrew, which was fixed tight. Followed all other steps without a positive result. Still not sure why the layers disconnect. Only suspicion I have is that certain cross-sections (hinge) are to small ion combination with the printing speed for the filament to properly connect while the nozzle travels over. Therefore I decided to change the design and increase these cross-sections for the hinge. That seemed to do the trick, though I still feel this need for over-dimensioning should be able to avoid. Anyway, since this is not for series production, I can live with it.