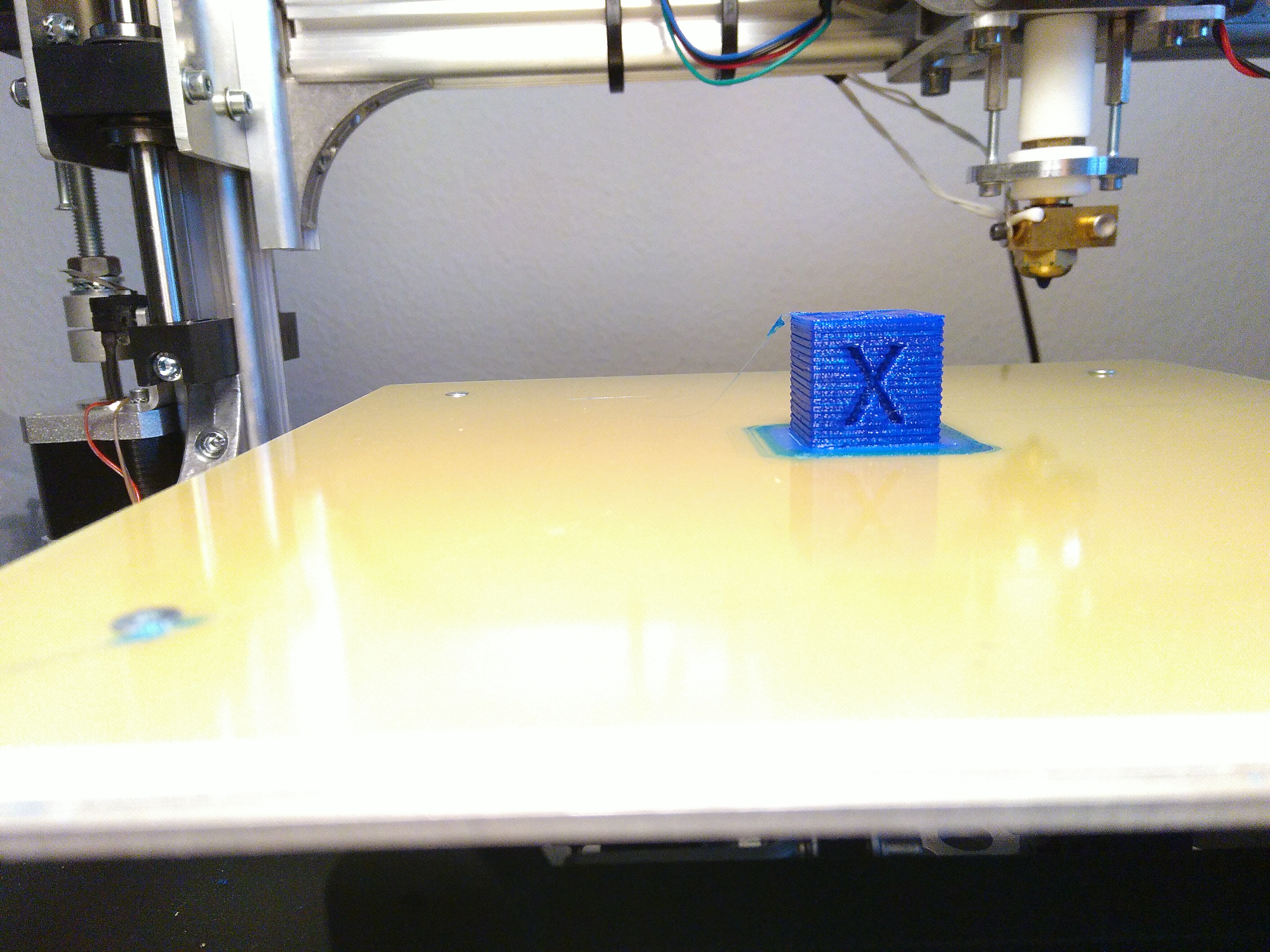
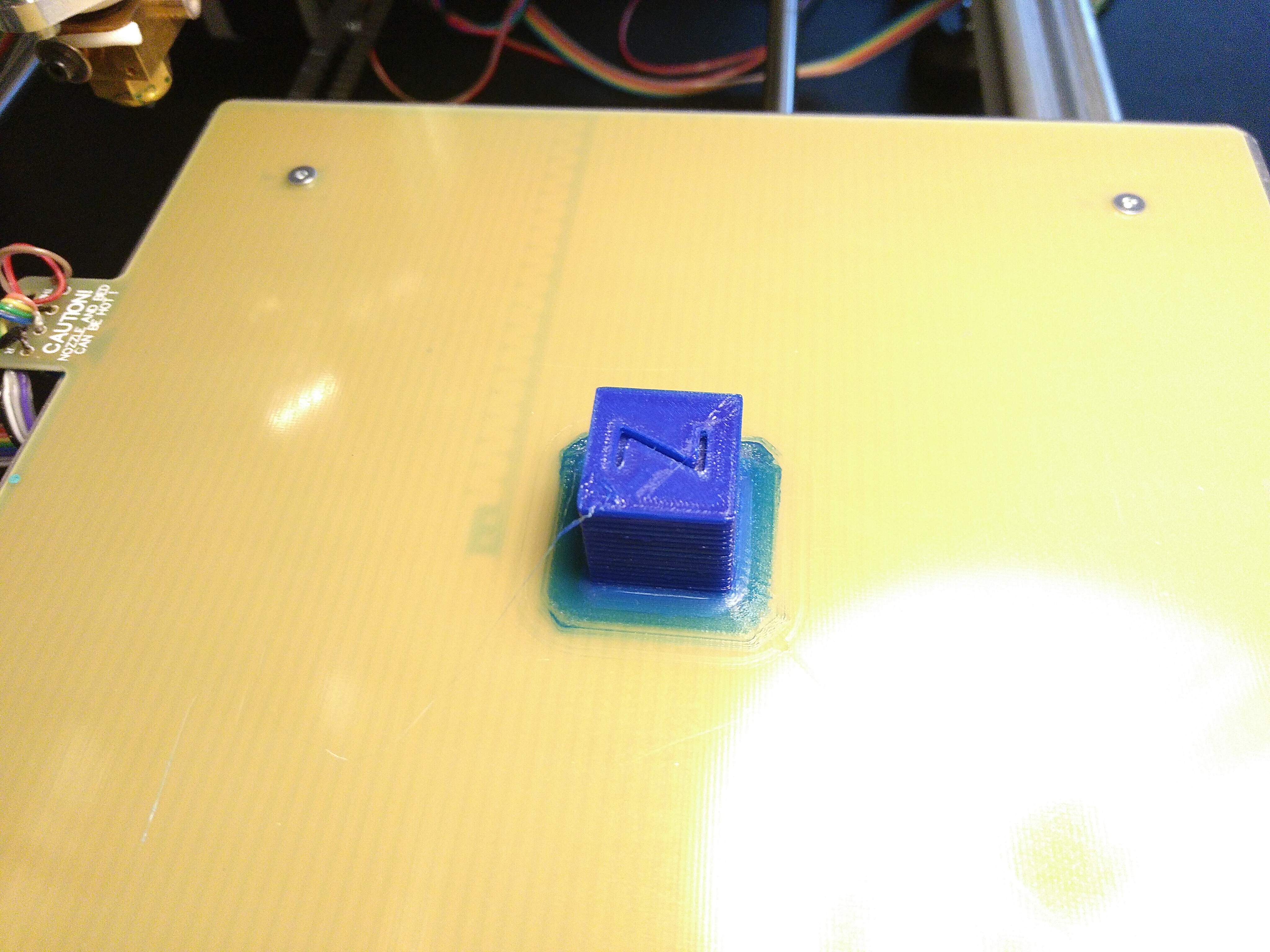
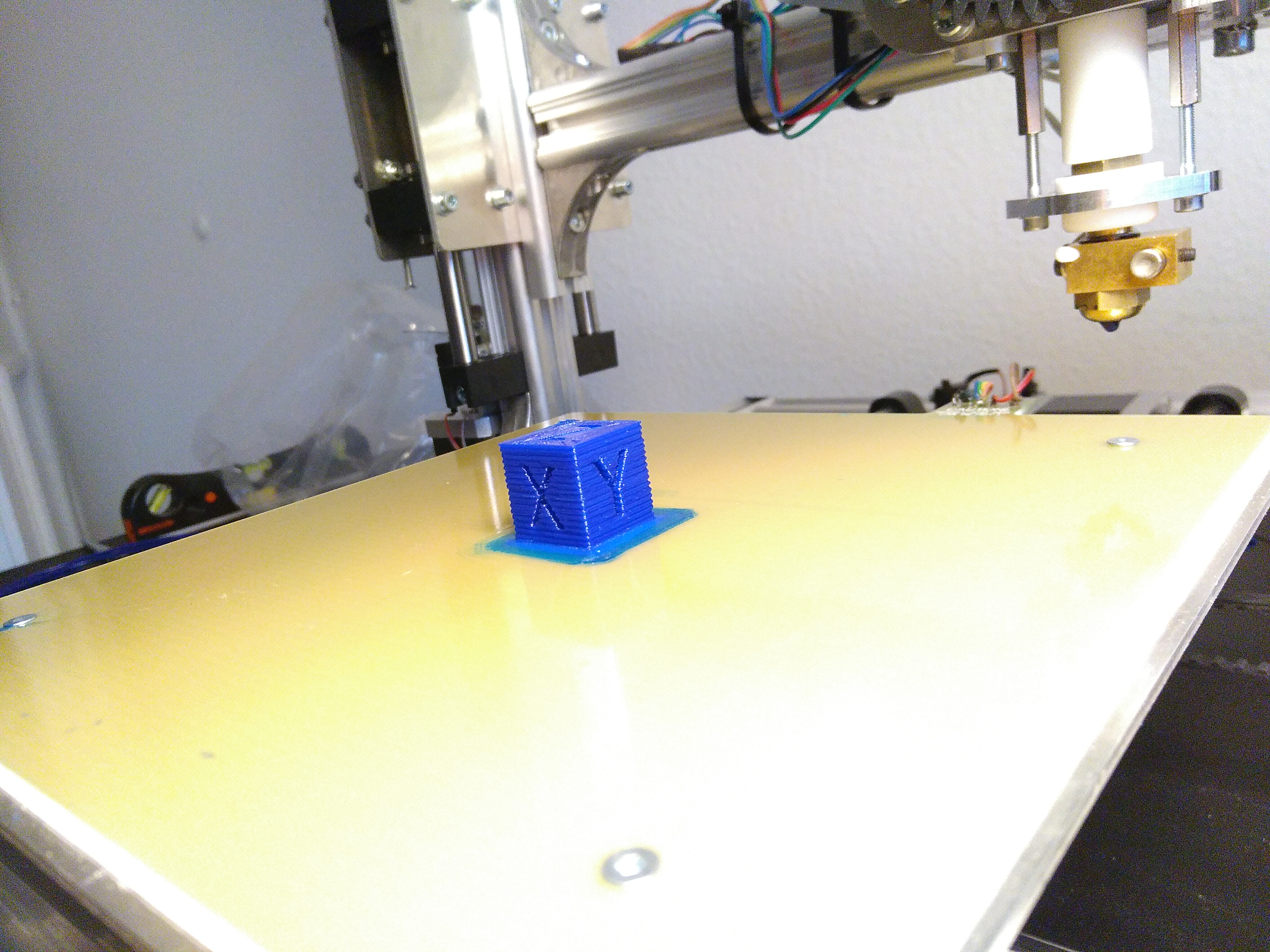
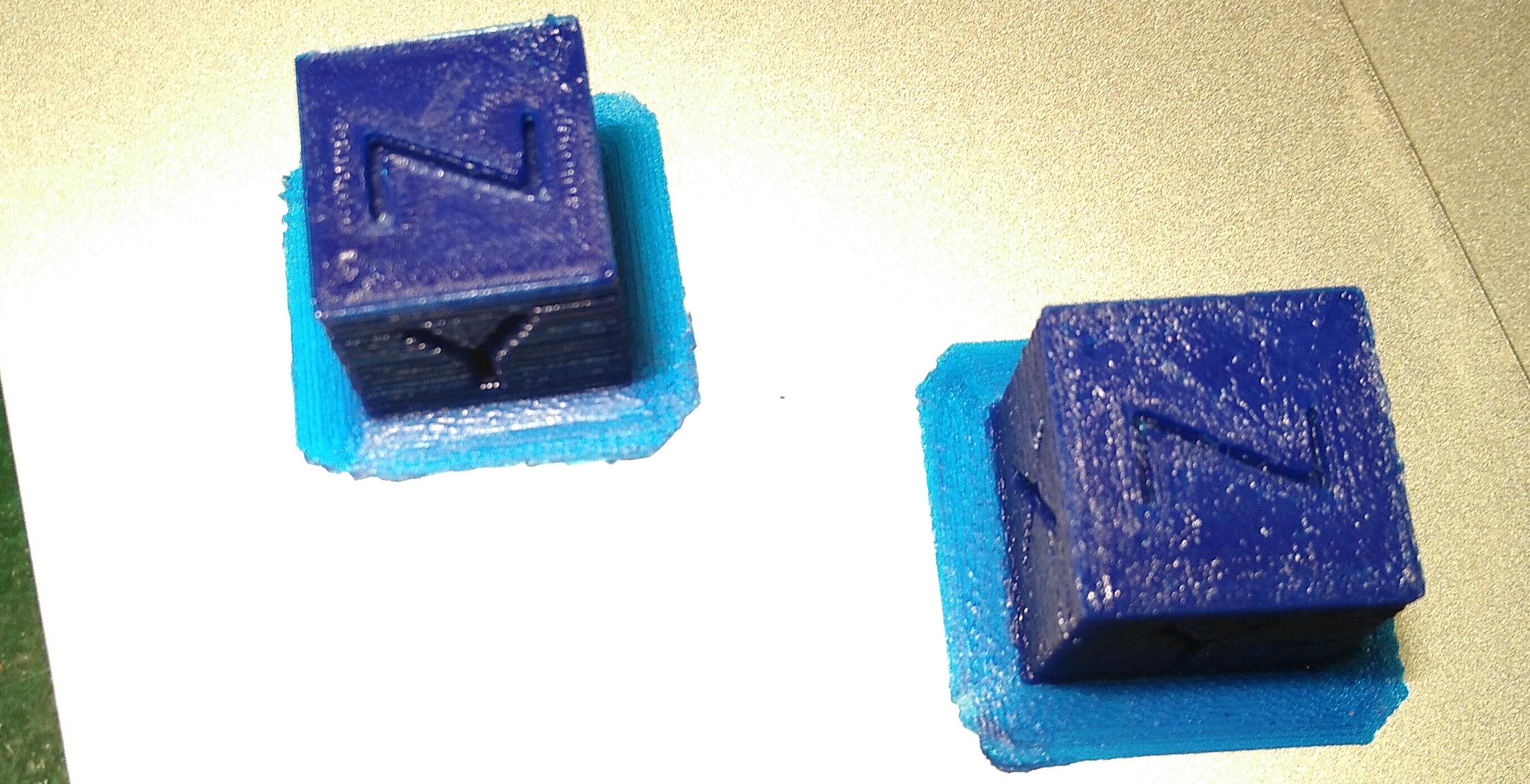
I’m testing printer with xyz cube 20x20x20mm.
I still have bit problem with z-axis homing as assembly holding two rods is sometimes hitting z-stop switch. Longer screw holding switch will do it though.
Also bed might not be leveled correctly.
I put up both extruder (200ºC) and bed (60ºC) to higher temperatures.
I slowed extruder speed as well.
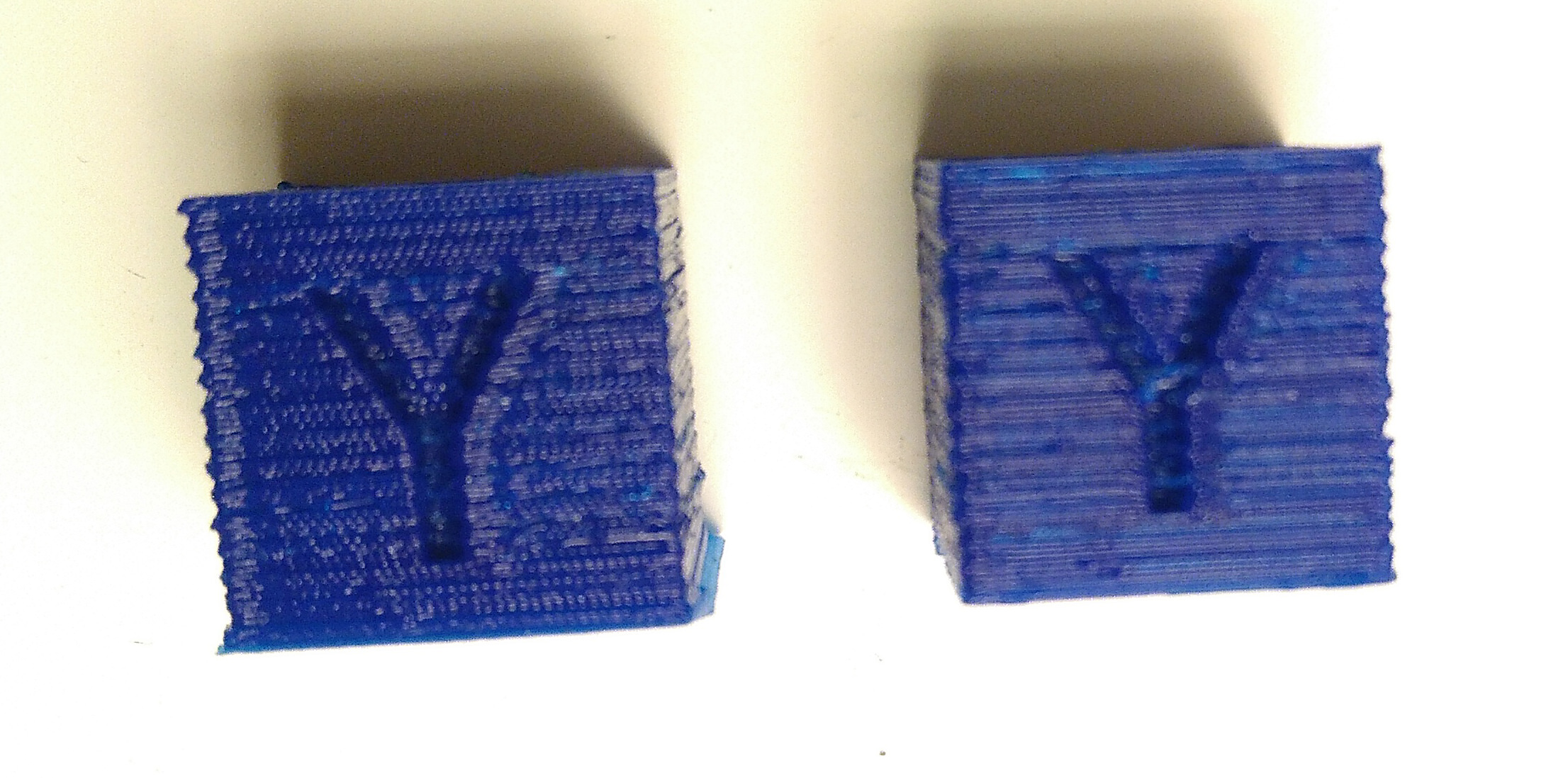
I couldn’t find pictures or K8200 perfect prints but I think ones which I’m getting could be better.
Heated bed stopped heating up, had to resolder NTC thermistor.
To fix Z-axis problem I had to lower part holding Z-axis motor.
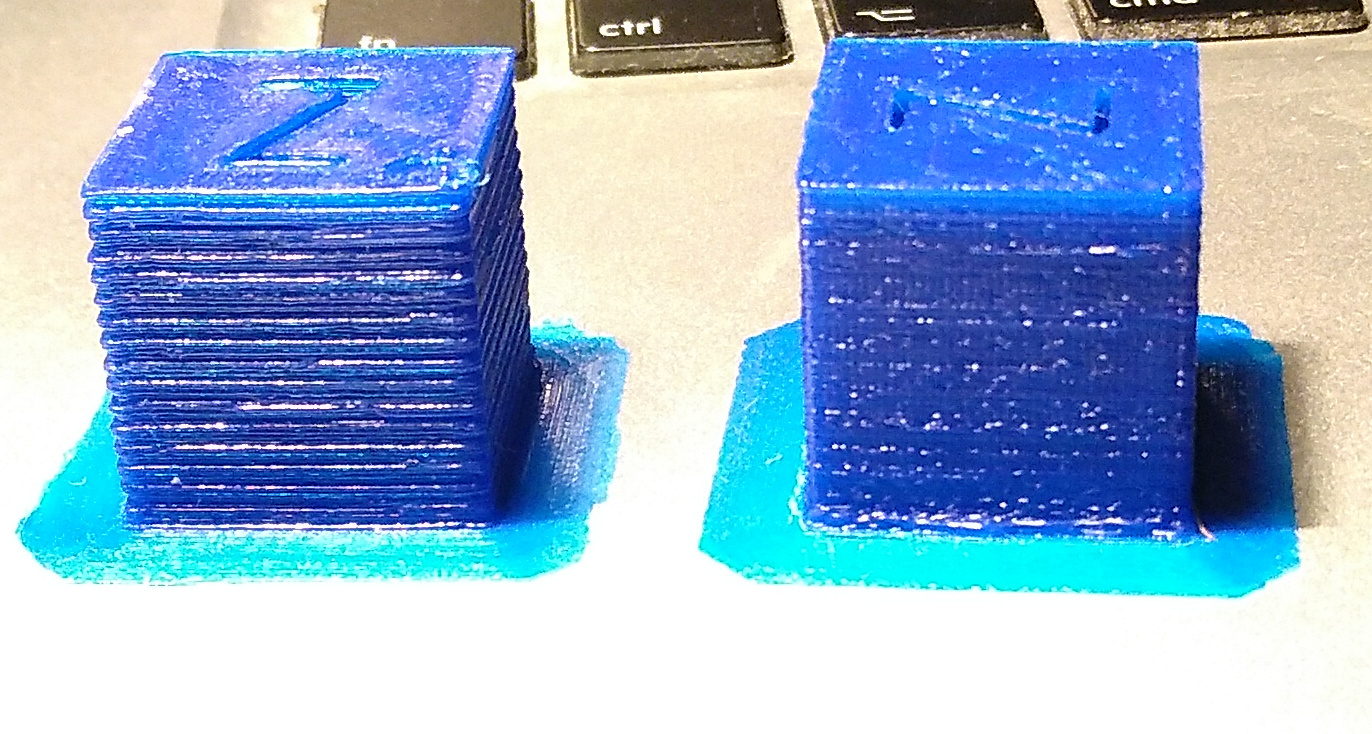
I set slower print speed.
Here is result:
1 Like
I lowered layer size, print and extrusion speed. Is this best print one can get out of base K8200?
I guess so.
For print settings:
`# generated by Slic3r 1.2.9 on Sat Jul 21 21:47:19 2018
[filament:My Settings]
bed_temperature = 60
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 3
extrusion_multiplier = 1
fan_always_on = 0
fan_below_layer_time = 60
filament_colour = #FFFFFF
filament_diameter = 3
first_layer_bed_temperature = 65
first_layer_temperature = 205
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
slowdown_below_layer_time = 5
temperature = 200
[filament:k8200_pla_modified]
bed_temperature = 60
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 3
extrusion_multiplier = 1.15
fan_always_on = 0
fan_below_layer_time = 60
filament_colour = #000000
filament_diameter = 3
first_layer_bed_temperature = 60
first_layer_temperature = 200
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 30
slowdown_below_layer_time = 5
temperature = 200
[filament:k8200_pla_standard]
bed_temperature = 50
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 3
extrusion_multiplier = 1.15
fan_always_on = 0
fan_below_layer_time = 60
filament_colour = #000000
filament_diameter = 3
first_layer_bed_temperature = 50
first_layer_temperature = 190
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 30
slowdown_below_layer_time = 5
temperature = 190
[presets]
filament = k8200_pla_modified.ini
print = k8200_pla_modified_slow_speed_low_layer.ini
printer = k8200_pla_modified.ini
[print:My Settings]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 50%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0
fill_angle = 45
fill_density = 20%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 200%
first_layer_height = 0.5
first_layer_speed = 30
gap_fill_speed = 20
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 80
interface_shells = 0
layer_height = 0.4
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 60
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 1
small_perimeter_speed = 15
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 20
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 0
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0
top_solid_infill_speed = 15
top_solid_layers = 3
travel_speed = 130
xy_size_compensation = 0
[print:k8200_pla_modified]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 10
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_perimeter_extrusion_width = 0
external_perimeter_speed = 95%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 100%
fill_angle = 45
fill_density = 25%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 100%
first_layer_height = 0.3
first_layer_speed = 80%
gap_fill_speed = 50
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 180%
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 55%
infill_speed = 50
interface_shells = 0
layer_height = 0.3
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 170%
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = random
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 30
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 46
thin_walls = 1
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 200
xy_size_compensation = 0
[print:k8200_pla_modified_slow_speed_low_layer]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 10
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 45%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 100%
fill_angle = 45
fill_density = 25%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 100%
first_layer_height = 0.2
first_layer_speed = 80%
gap_fill_speed = 50
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 180%
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 55%
infill_speed = 50
interface_shells = 0
layer_height = 0.15
max_print_speed = 60
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 170%
perimeter_speed = 20
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = random
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 20
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 46
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 200
xy_size_compensation = 0
[print:k8200_pla_standard]
avoid_crossing_perimeters = 0
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_perimeter_extrusion_width = 0
external_perimeter_speed = 95%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 100%
fill_angle = 45
fill_density = 25%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 100%
first_layer_height = 0.3
first_layer_speed = 85%
gap_fill_speed = 50
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 180%
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 55%
infill_speed = 50
interface_shells = 0
layer_height = 0.3
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 0
notes =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 170%
perimeter_speed = 30
perimeters = 3
post_process =
raft_layers = 0
resolution = 0
seam_position = random
skirt_distance = 6
skirt_height = 1
skirts = 2
small_perimeter_speed = 30
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 46
thin_walls = 1
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 200
xy_size_compensation = 0
[printer:My Settings]
bed_shape = 0x0,200x0,200x200,0x200
before_layer_gcode =
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.5
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 0
retract_length = 2
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[printer:k8200_pla_modified]
bed_shape = 0x0,200x0,200x200,0x200
before_layer_gcode =
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.5
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 0
retract_length = 5
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0.1
retract_restart_extra_toolchange = 0
retract_speed = 50
start_gcode = G28 ; home all axes\nG90 ; use absolute coordinates\nG21 ; set units to millimeters\nG92 E0\nM82 ; use absolute distances for extrusion\nM109 S190 ; wait for temperature to be reached\nG1 E10 F400 ; prime the nozzle
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[printer:k8200_pla_standard]
bed_shape = 0x0,200x0,200x200,0x200
before_layer_gcode =
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.5
octoprint_apikey =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 0
retract_length = 5
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0.1
retract_restart_extra_toolchange = 0
retract_speed = 65
start_gcode = G28 ; home all axes\nG90 ; use absolute coordinates\nG21 ; set units to millimeters\nG92 E0\nM82 ; use absolute distances for extrusion\nM109 S190 ; wait for temperature to be reached\nG1 E10 F400 ; prime the nozzle
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
[settings]
autocenter = 1
mode = simple
`
To import this settings save above text into text file with .ini extension.
And import to Slic3r.
Bare K8200, PLA 3mm. Repetier host, Slic3r.
Note that this setting will take significantly longer time to print. (Default Velleman approx 30 min. modified one over 1 hour)
Make sure you finished Velleman manual (which is briliant!) including printer calibration and configuration.
1 Like