Forum.
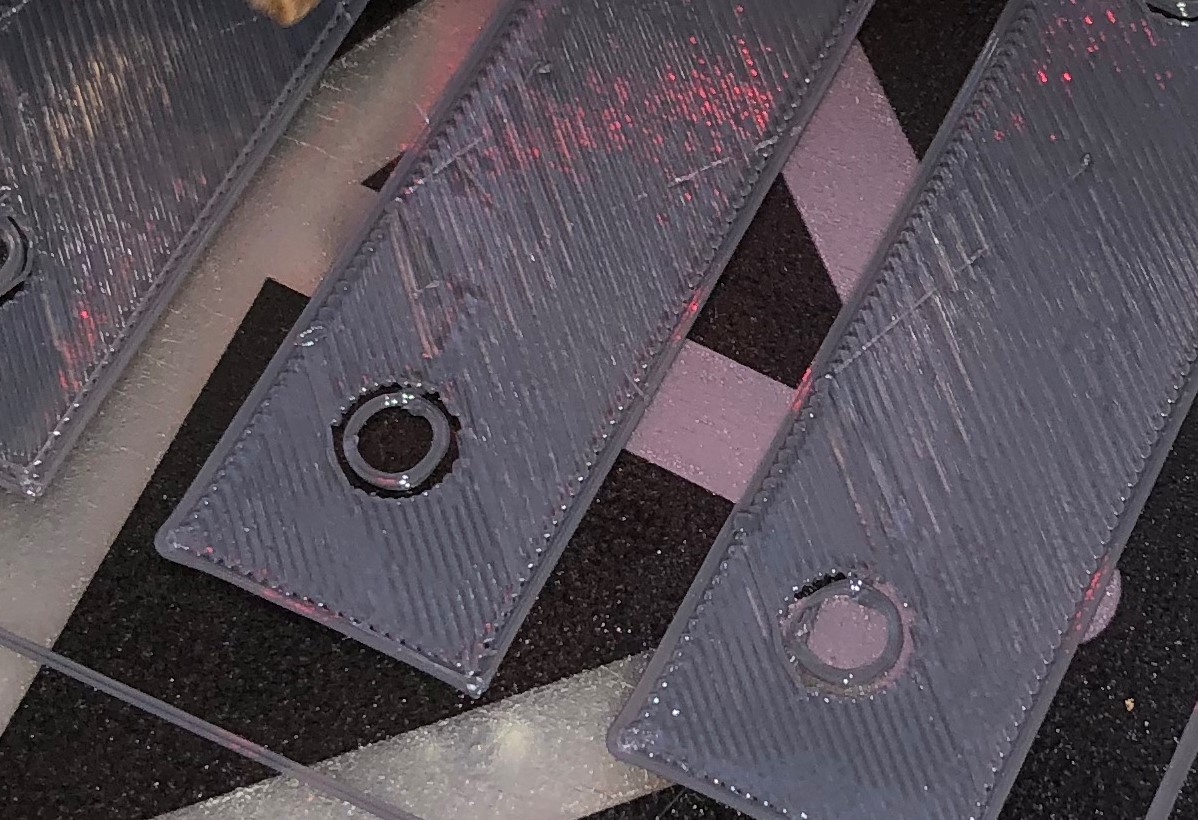
I have a problem printing the first two layers. With a hole within the model, the outline is only printed twice, while the edges are printed 3x for the outline of the entire model. With the next layers, all edges are printed 3x.
Another question, the setting so that the nozzle does not go over the finished model so that no wires are pulled over the model.
Greetings Auke
Hello !
Slicer and version ? and en export of the slicing parameters ?
A preview of a .gcode file (where you have the issue) look good under Prusa Slicer G-code viewer ?
If under Ultimaker Cura “v4.12.1 like”
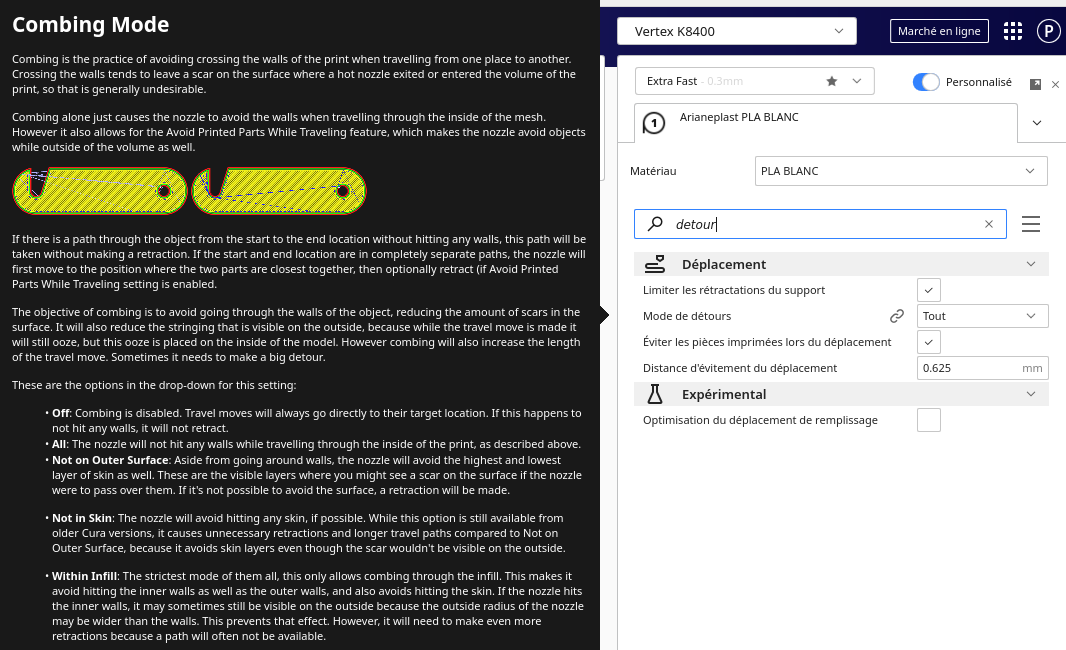
image from the plugin “Settings guide” from the Ultimaker “Market Place”/“Marché en ligne” icon.
Thanks for the response. I have been using Slic3r 1.3.0 for years. I don’t understand the G-code files.
Greetings Auke
Part of the G-code file .
; generated by Slic3r 1.3.1-dev (Build 18ddd3a36dc69d81fb9b7440498bff9e1dde8b7e) on 2021-12-20 at 17:18:25
; external perimeters extrusion width = 0.38mm (2.05mm^3/s)
; perimeters extrusion width = 0.49mm (5.36mm^3/s)
; infill extrusion width = 0.44mm (6.31mm^3/s)
; solid infill extrusion width = 0.49mm (1.79mm^3/s)
; top infill extrusion width = 0.49mm (1.34mm^3/s)
M107
G92 E0
M104 S200 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
; Filament gcode
M109 S200 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
G1 Z0.350 F7800.000
G1 E-2.00000 F2400.00000
G92 E0
G1 X50.958 Y64.200 F7800.000
G1 E2.00000 F2400.00000
G1 F1800.000
G1 X51.956 Y63.492 E2.05207
.
.
.
.G1 X143.345 Y70.557 E5.46029
G1 X143.693 Y70.905 E5.47976
G1 E3.47976 F2400.00000
G92 E0
M107
; Filament-specific end gcode
;END gcode for filament
M104 S0 ; turn off temperature
G28 X0 ; home X axis
M84 ; disable motors
M140 S0 ; set bed temperature
; cog_x = 101.010803
; cog_y = 99.985716
; cog_z = 3.758817
; filament_length_m = 10.4494
; filament_volume_cm3 = 25.1339
; total_filament_cost = 0.0
; avoid_crossing_perimeters = 0
; bed_shape = 0x0,200x0,200x200,0x200
; bed_temperature = 0
; before_layer_gcode =
; between_objects_gcode =
; bridge_acceleration = 0
; bridge_fan_speed = 100
; brim_connections_width = 0
; brim_ears = 0
; brim_ears_max_angle = 125
; brim_width = 0
; complete_objects = 0
; cooling = 1
; default_acceleration = 0
; disable_fan_first_layers = 1
; duplicate_distance = 6
; end_filament_gcode = “; Filament-specific end gcode \n;END gcode for filament\n”
; end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
; extruder_clearance_height = 20
; extruder_clearance_radius = 20
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 1
; fan_always_on = 0
; fan_below_layer_time = 60
; fan_percentage = 0
; filament_colour = #FFFFFF
; filament_cost = 0
; filament_density = 0
; filament_diameter = 1.75
; filament_max_volumetric_speed = 0
; filament_notes = “”
; first_layer_acceleration = 0
; first_layer_bed_temperature = 0
; first_layer_extrusion_width = 0
; first_layer_speed = 30
; first_layer_temperature = 200
; gcode_arcs = 0
; gcode_comments = 0
; gcode_flavor = reprap
; has_heatbed = 1
; infill_acceleration = 0
; infill_first = 0
; interior_brim_width = 0
; label_printed_objects = 0
; layer_gcode =
; max_fan_speed = 100
; max_layer_height = 0.3
; max_print_speed = 80
; max_volumetric_speed = 0
; min_fan_speed = 35
; min_layer_height = 0.15
; min_print_speed = 10
; min_skirt_length = 0
; notes =
; nozzle_diameter = 0.35
; only_retract_when_crossing_perimeters = 1
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; perimeter_acceleration = 0
; post_process =
; pressure_advance = 0
; printer_notes =
; resolution = 0
; retract_before_travel = 2
; retract_layer_change = 0
; retract_length = 2
; retract_length_toolchange = 10
; retract_lift = 0
; retract_lift_above = 0
; retract_lift_below = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 40
; skirt_distance = 6
; skirt_height = 1
; skirts = 3
; slowdown_below_layer_time = 30
; spiral_vase = 0
; standby_temperature_delta = -5
; start_filament_gcode = “; Filament gcode\n”
; start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
; temperature = 200
; threads = 8
; toolchange_gcode =
; travel_speed = 130
; use_firmware_retraction = 0
; use_relative_e_distances = 0
; use_set_and_wait_bed = 0
; use_set_and_wait_extruder = 0
; use_volumetric_e = 0
; vibration_limit = 0
; wipe = 0
; z_offset = 0
; z_steps_per_mm = 0
; adaptive_slicing = 0
; adaptive_slicing_quality = 75%
; dont_support_bridges = 1
; extrusion_width = 0
; first_layer_height = 0.35
; infill_only_where_needed = 0
; interface_shells = 0
; layer_height = 0.2
; match_horizontal_surfaces = 0
; raft_layers = 0
; regions_overlap = 0
; seam_position = aligned
; sequential_print_priority = 0
; support_material = 0
; support_material_angle = 0
; support_material_buildplate_only = 0
; support_material_contact_distance = 0.2
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 175%
; support_material_interface_extruder = 1
; support_material_interface_extrusion_width = 0
; support_material_interface_layers = 3
; support_material_interface_spacing = 0
; support_material_interface_speed = 100%
; support_material_max_layers = 0
; support_material_pattern = pillars
; support_material_pillar_size = 2.5
; support_material_pillar_spacing = 10
; support_material_spacing = 2.5
; support_material_speed = 60
; support_material_threshold = 0
; xy_size_compensation = 0
; bottom_infill_pattern = rectilinear
; bottom_solid_layers = 2
; bridge_flow_ratio = 1
; bridge_speed = 60
; external_perimeter_extrusion_width = 0
; external_perimeter_speed = 50%
; external_perimeters_first = 0
; extra_perimeters = 1
; fill_angle = 45
; fill_density = 100%
; fill_gaps = 1
; fill_pattern = rectilinear
; gap_fill_speed = 20
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_overlap = 55%
; infill_speed = 80
; min_shell_thickness = 0
; min_top_bottom_shell_thickness = 0
; overhangs = 1
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 60
; perimeters = 3
; small_perimeter_speed = 15
; solid_infill_below_area = 70
; solid_infill_every_layers = 0
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0
; solid_infill_speed = 20
; thin_walls = 1
; top_infill_extrusion_width = 0
; top_infill_pattern = rectilinear
; top_solid_infill_speed = 15
; top_solid_layers = 2