So, I’ve been struggling for a week with the K8400 printer.
One of my biggest problems is getting the feeding-mechanism to work. At times it will work fine, but at a point it will start having problems feeding the filament.
I have tried adjusting the screws of the bracket that holds the stepper-motor and feeding-mechanism. I also tried fiddling with the Flow-settings, but that only leads to more annoying clicks (when I turn up the flow) or too little filament being used (when I turn down the flow).
You would think it’s related to the head being clogged up, but this in not happening all the time. Sometimes it runs fine for a long while, and the suddenly it starts clicking. Is this just me or everyone?
I have only had a couple of good prints so far, please help me change that trend.
I checked all the controllers. They all are at around 0.91V.
I also took the printer head apart now. The plastic tube inside is intact (and the correct length) but there was a bit of filament stuck on the inside of the last bit of the tube. I guess I should try to get the filament out by raising the temperature up to 220 and to a load filament?
Check your thermistor for proper placement (after you clear the plastic tube)
If it is not mounted correctly the hot end will get to hot and melt the plastic to high in to the tube and clog.
If this is not the case try lowering your heat settings to 190-195C instead of 210C while printing.
Make sure your fans are running.
lowering the temperature seems to help a lot. I took the print head apart again and used a nail, some piano wire and a couple of needles to get some of the white filament of the insides of the nozzle tip. I think I got most of it out. After putting it back together I did a two hour print with a decent result. The extruder does however start to slip at a certain point, but not as often as before.
I have now experimented a bit more with different temperatures. At 190-195 the filament seemingly feeds fine, but it won’t stick to the bed because it now hardens too fast. So I end up having to cancel the print. At 210C it prints fine for a couple of hours with the occasional click (3-7 times a minute) from the extruder (caused by not being able to feed the filament). Two hours in it will inevitably feed less filament and then suddenly not feed any. I can manually push the filament through the extruder for a bit and it will start feeding again, but the print is already ruined, so I have to cancel again.
I looked at the nozzle while feeding filament, and it looks fine to me. An even stream of PLA is being pushed straight out of the nozzle.
[quote=“Figgy78”]I have now experimented a bit more with different temperatures. At 190-195 the filament seemingly feeds fine, but it won’t stick to the bed because it now hardens too fast. So I end up having to cancel the print. At 210C it prints fine for a couple of hours with the occasional click (3-7 times a minute) from the extruder (caused by not being able to feed the filament). Two hours in it will inevitably feed less filament and then suddenly not feed any. I can manually push the filament through the extruder for a bit and it will start feeding again, but the print is already ruined, so I have to cancel again.
I looked at the nozzle while feeding filament, and it looks fine to me. An even stream of PLA is being pushed straight out of the nozzle.[/quote]
You could check that the 23mm Tube inside the extruder is in good shape, and not like mine was, look a bit down in the thread, viewtopic.php?f=62&t=13919.
I had the exact same problem as you, and finally realized the the extruder did not work properly.
My PTE tube was wider towards the printing nozzle. I replaced it, and has never had any problems since then.
If you are running from a PC not the SD card.
Try setting the temp to 210 after the first 2 layers are down manually lower the temp.
This should make it stick to the bed and with the lower temp stop the jamming.
I had a similar problem. In my case the reason was the poor quality of my used PLA
and maybe I got some dirt (dust, fluff) transported by filament into the nozzle.
The result was a semi clogged nozzle, which made me crazy
There were only two things which helps (after searching several days for the reason):
Cleaning the nozzle by ‘burn out’ method
Adding a foam cleaner in front of your extruder.
I also changed my filament provider and now I printed over many hours without
any problems!
I just did a successful print of an object using the prescribed method. Headed the nozzle to 210 for the first layer (including brim) and then changed the temp to 190. The Print took about 1.3 hours and it turned out fine.
I then however did a second print (same procedure), and this print failed after about 1 hour. The main difference being that the second print had a lot of support-structures (gaps). I doubt that’s a factor, but I thought I’d mention it.
I guess I have to take the print head apart AGAIN and do the before mention ‘burn out’ method. Maybe measure the 23mm tube with a calliper and look for changes in the diameter.
[quote=“Figgy78”]I just did a successful print of an object using the prescribed method. Headed the nozzle to 210 for the first layer (including brim) and then changed the temp to 190. The Print took about 1.3 hours and it turned out fine.
I then however did a second print (same procedure), and this print failed after about 1 hour. The main difference being that the second print had a lot of support-structures (gaps). I doubt that’s a factor, but I thought I’d mention it.
I guess I have to take the print head apart AGAIN and do the before mention ‘burn out’ method. Maybe measure the 23mm tube with a calliper and look for changes in the diameter.[/quote]
My tube was about 2.0mm on the inside, not 1.75 as it should have been.
If you take it apart, just replace the tube…
[quote=“Figgy78”]I then however did a second print (same procedure), and this print failed after about 1 hour. The main difference being that the second print had a lot of support-structures (gaps). I doubt that’s a factor, but I thought I’d mention it.
[/quote]
It might be important. The default retraction parameters are not optimal for this kind of print. Change them for 3mm and 150mm/s.
I’m using a small blow torch to clean a clogged nozzle and a piece of guitar string.
The correct length of the PTFE tube is important and not that easy to get at the first try.
About Foam cleaner: Have a look at thingiverse.com and search for “foam cleaner” and you will see what I mean.
I used only a piece of foam and wrapped it around the filament. Fixed with a rubber or cable strip.
(look at your filament: you always find some soiling on it and this may also clog your nozzle…)
The ‘burn out’ method sounds a little brute. But I’m sure it was the only way to get
the nozzle clean. I guess there was something inside the nozzle which was a little bit thicker than
0.35mm. Use a small blowtorch and heat the nozzle until the PLA filament burns for some seconds.
After that clean the inside with a pipe cleaner (I used interdental brush).
Ok… I’m still trying… Still failing. I’m starting to feel like a war hero
[quote]Try setting the temp to 210 after the first 2 layers are down manually lower the temp.
This should make it stick to the bed and with the lower temp stop the jamming.
[/quote]
Turns out, The board was just a bit fatty after me touching it. A bit of vodka+paper did the trick.
[quote]The ‘burn out’ method sounds a little brute. But I’m sure it was the only way to get
the nozzle clean. [/quote]
Did this using simply a lighter. There was quite a bit of filament stuck on the insides of the nozzle.
Tried it a few times. Didn’t seem to help.
Haven’t tried this yet, but I will.
I changed the PTFE-tube today. I also measured the insides of the tube, and it was (as with you) around 2-2.1mm. The accuracy of the supplied tube seems less than optimal. The thickness of the walls vary quite a bit and the hole in the tube isn’t always centered.
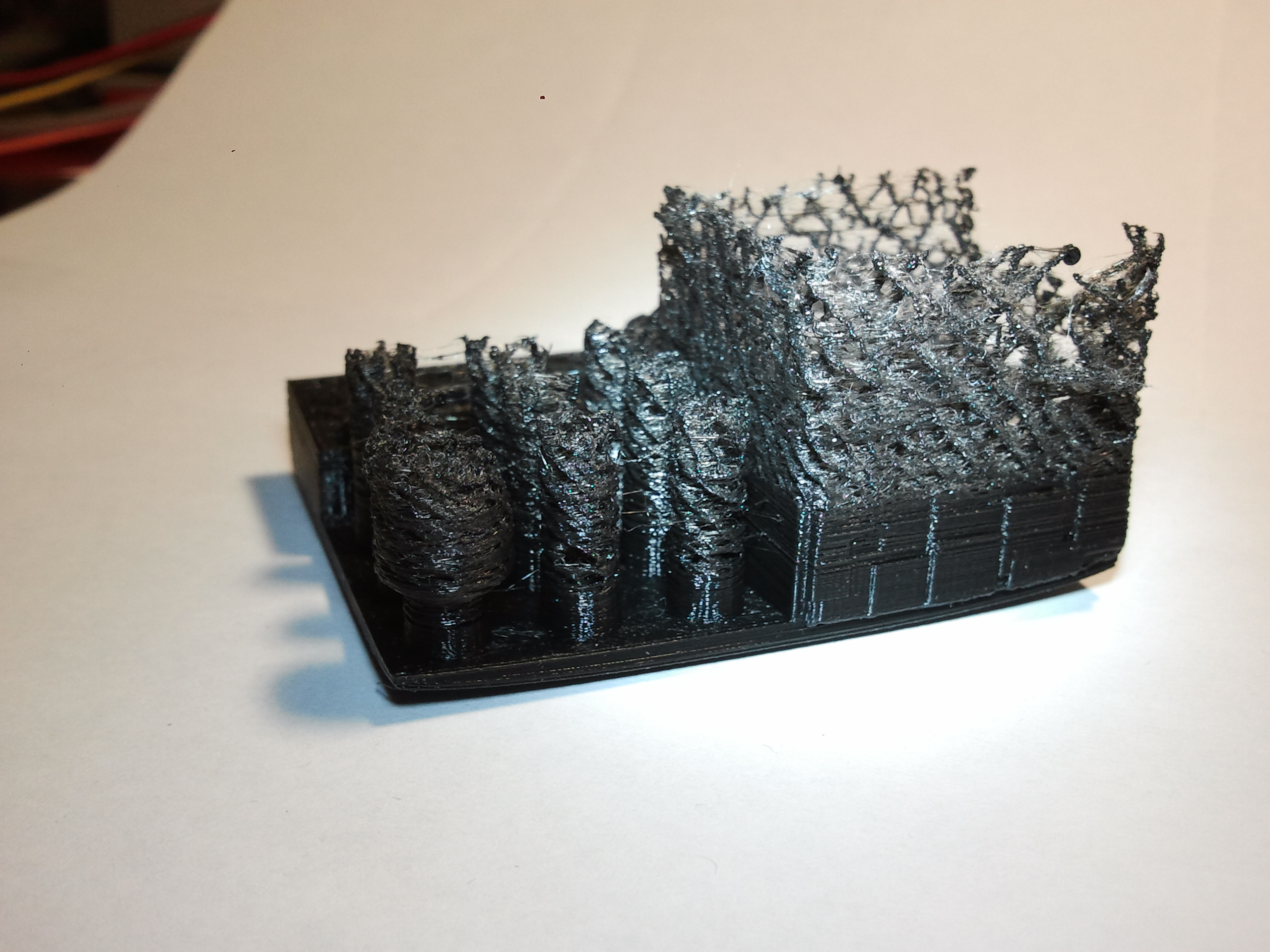
Here is an image of my latest print. As you can see it prints fine for quite a long time. (a hour) and then it goes south. After the last layer you see here the printer continued to try to print for about 30 minutes without any filament coming out. A gentle manual push on the flament made it continue to print, but by then it was obviously way too late. FYI I use genuine Velleman-filament and I print at 190C.
Kinda looks like Chessi’s problem, but slightly different:
Is the foam cleaner really the solution I’m looking for? Seems weird that this problem would only concern a few of the people who owns this printer.
I had the same problem, with the filament clogging up the nozzle. When i retracted the filament ( I had to do it by hand, since it had got stuck in the printerhead ), the filament was alot thicker at that end. Replacing the innertube with one slightly longer ( 23.1 mm instead of 23.0 ) seems to have fixed my problem. The printer now works fine!