So I’m new with the whole abs printing. Last night I downloaded the latest abs config. When I tried to print the corners lifted off the heat bed before I got to the second layer. After doing a lot of tests I found a way to get the abs to stick to the bed.
I connected the heat bed to an external power supply. I heat the bed to 110-120 degrees and a brim of 4mm, also the first layer the extruder is heated to 255 degrees and the rest is 235. This way the abs sticks to the bed without the need of a mirror. but the problem I have now is that I still don’t have a clue about proper speeds for printing, often the screw holes I print are bad and the layers look bad as well (like speeds are too fast or slow), I already halved most of the speeds of the config file and changed the manual feedspeed bar to 50.
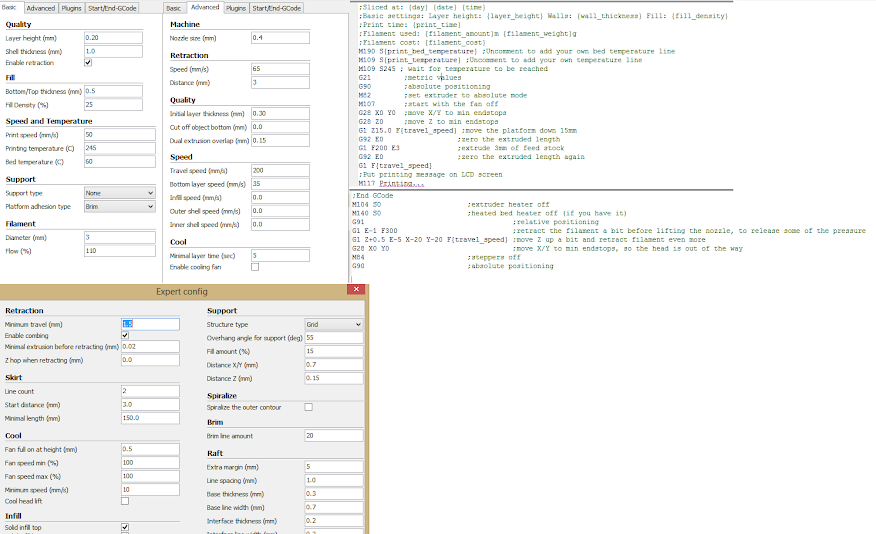
Can anyone supply me with a working config so I can compare?
Today I also started experimenting with ABS so I looked up an existing topic about this.
I’v been printing with PLA for a few months now and came to a point that almost all of my prints end successful. So up to the next step I thought: ABS
My experience so far:
-First time I tried was on glass @ 60 °C coated with hairspray: No succes, bad warping but finished print.
-I Bought a roll of Kapton, coated one of my ikea mirrors with it, started a small robot-testprint @60 degrees. Started out fine but came loose after 20 layers.
-Restarted same print with kapton but this time applied hairspray on top of the kapton. This time the print ended successful (did I got lucky or does hairspray+kapton works?). But somewhere half way through, after the extruder retracted, a very big blob of ABS spitted out of the nozzle… What can be causing this? Is this temperature related, jamming-issue,…
As you can see, both on PLA as on ABS there is a slight bridging issue at those overhanging corners. Can this still be improved? Due to the fact that with ABS the fan is completely off.
Sticking to the bed is not the main issue anymore. The thing that I see now on allot of print are layers that have been printed (not the bottem layers) curl up a bit. (Higher then the current nozzle height). Is this due a wrong extrusion temperature? I’m printing at 245 °C
If you look closely, you can see that the problem only occurs at the right side of the print. So it seems to me the fan cooling the hot-end might be the problem. Can draft from this fan be causing this warping? Once the print came to a certain height the time between each layer increased since the vase gets bigger to the sides, the print became good all the way around.
If the fan may be causing this, what can be done to prevent this? Did anyone had this same issue when printing ABS?
Until today I was only printing smaller parts with ABS and I didn’t see an issue like this so far. But I have not that air duct installed that you have. Perhaps the warm air coming from the hotend’s fan is kind of reflected, letting the object on this side cooling down not so fast. This is just an idea, but perhaps you could produce some smoke to check draft, perhaps with a smoking match that is used to check air flow in buildings. Or just a cigarette, I don’t know.
And is this a two-parted air duct? The you could take the part with the nozzle fan apart for a test print, you don’t use this for ABS prints anyway.
Yes it is a 2-part fan duct. I could take it of for testing but for the long run I would need another sollution since I change between PLA and ABS quite allot… The same design with the fan duct placed 90 degrees from the other fan could deliver a solution. But I never drew anything that complicated. Another thing I could try is make a alluminum “draft-plate” of some kind to be sure that no draft comming from the small fan can blow down…
Looks like your temperature might be to high and fan doesn’t get the chance to cool the ABS on one side of the print.
As the size of the object increases, the time for printing one layer grows, giving the previous layer more time to cool down…
Had the same problem on small objects. Use the fan @ 100% to fix problem.
The fan must be indeed off; For huge overhangs I’m using some fan anyway (25% max).
Your print problem could be external to the printer. Isn’t there something blowing some air on this side even quite far from it? Fan, open window, Air-co …
[quote=“raby”]The fan must be indeed off; For huge overhangs I’m using some fan anyway (25% max).
Your print problem could be external to the printer. Isn’t there something blowing some air on this side even quite far from it? Fan, open window, Air-co …[/quote]
No, the side that shows the problem is facing a wall. There is no source of draft in the room where the printer is…